
Control Line: Racing
John Ballard
Dimensional Stability of Aluminum
Dimensional stability of aluminum is an important consideration for racing-engine parts such as connecting rods, front bearing housings, and heads. A review of available literature shows that alloy 7075-T6 has exceptional strength at room temperature and is commonly recommended and used for commercial parts. However, 7075-T6 loses strength rapidly as temperature increases.
For example:
- At 400°F the yield strength of 7075-T6 is only about 13,000 psi.
- At the same temperature, alloy 2024-T3 has a yield strength of approximately 22,000 psi.
Internal engine temperatures commonly reach 250°–400°F, so 2024-T3 may be a better choice for some internal parts where elevated-temperature strength is critical.
To reduce warping of machined aluminum parts I follow this practice:
- After rough machining, heat the part at 350°F to 400°F for eight hours, then air-cool.
- After finish machining, place the part in an oven at 175°F for 24 hours.
The connecting rod is a particularly critical component. With higher nitro contents and higher RPMs in modern racing engines, I have observed many rod failures. At the 1982 Nats I witnessed a competitor’s rod detonate into approximately five pieces while warming the engine for the start of the Slow Rat event.
Rossi Engine Rework
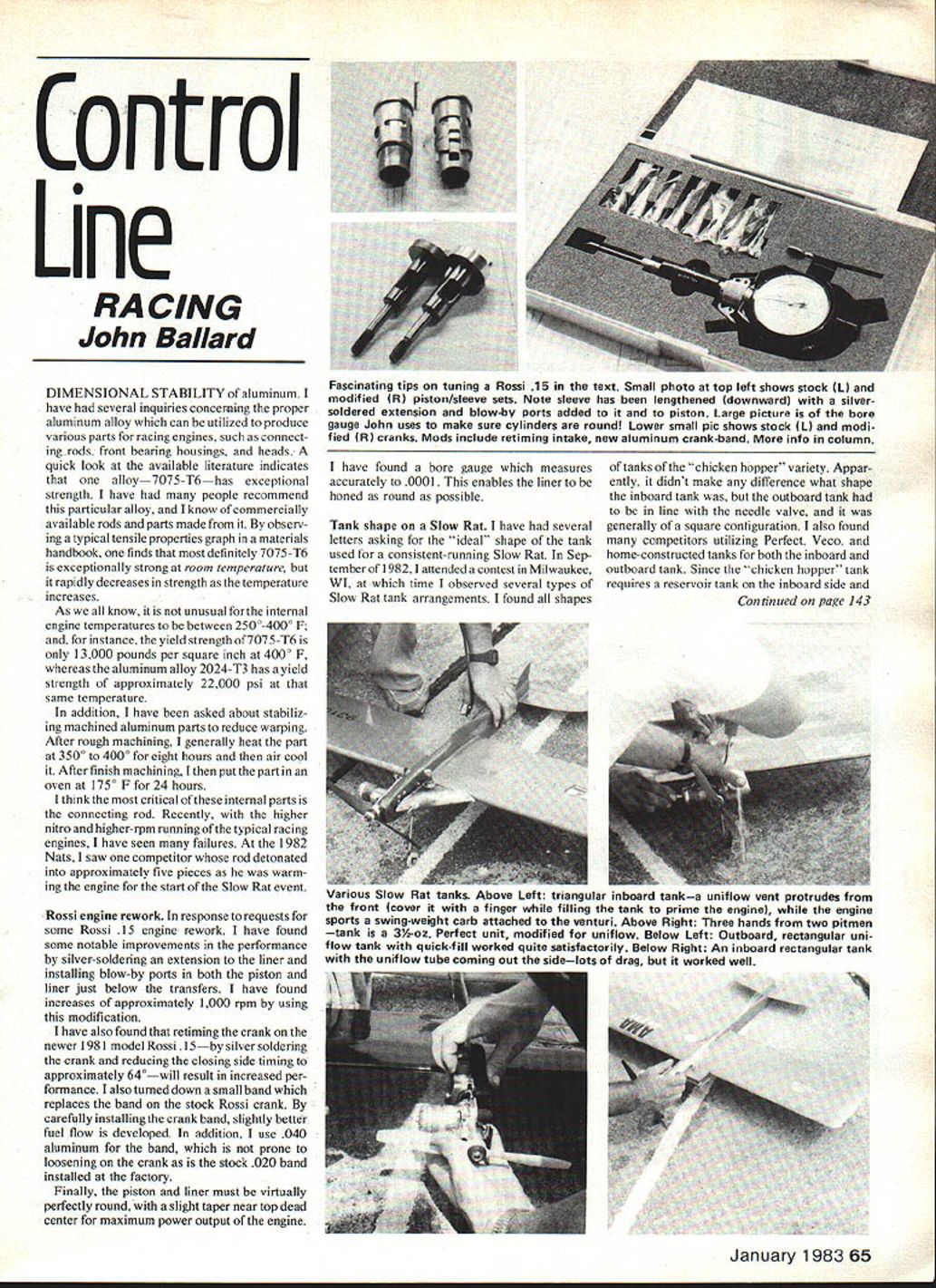
I’ve had several requests about reworking the Rossi .15 engine. The following modifications have produced notable improvements:
- Silver-solder an extension to the liner and install blow-by ports in both the piston and the liner just below the transfers. This modification has produced increases of approximately 1,000 rpm.
- Retime the crank on the newer (1981 model) Rossi .15 by silver-soldering the crank and reducing the closing-side timing to about 64°. This change increases performance.
- Replace the stock crank band with a carefully turned-down small band to improve fuel flow. I use .040" aluminum for the band; it is less prone to loosening than the stock .020" band.
Finally, the piston and liner must be virtually perfectly round, with a slight taper near top dead center for maximum power. I use a bore gauge accurate to 0.0001" to hone the liner as round as possible.
Tank Shape on a Slow Rat
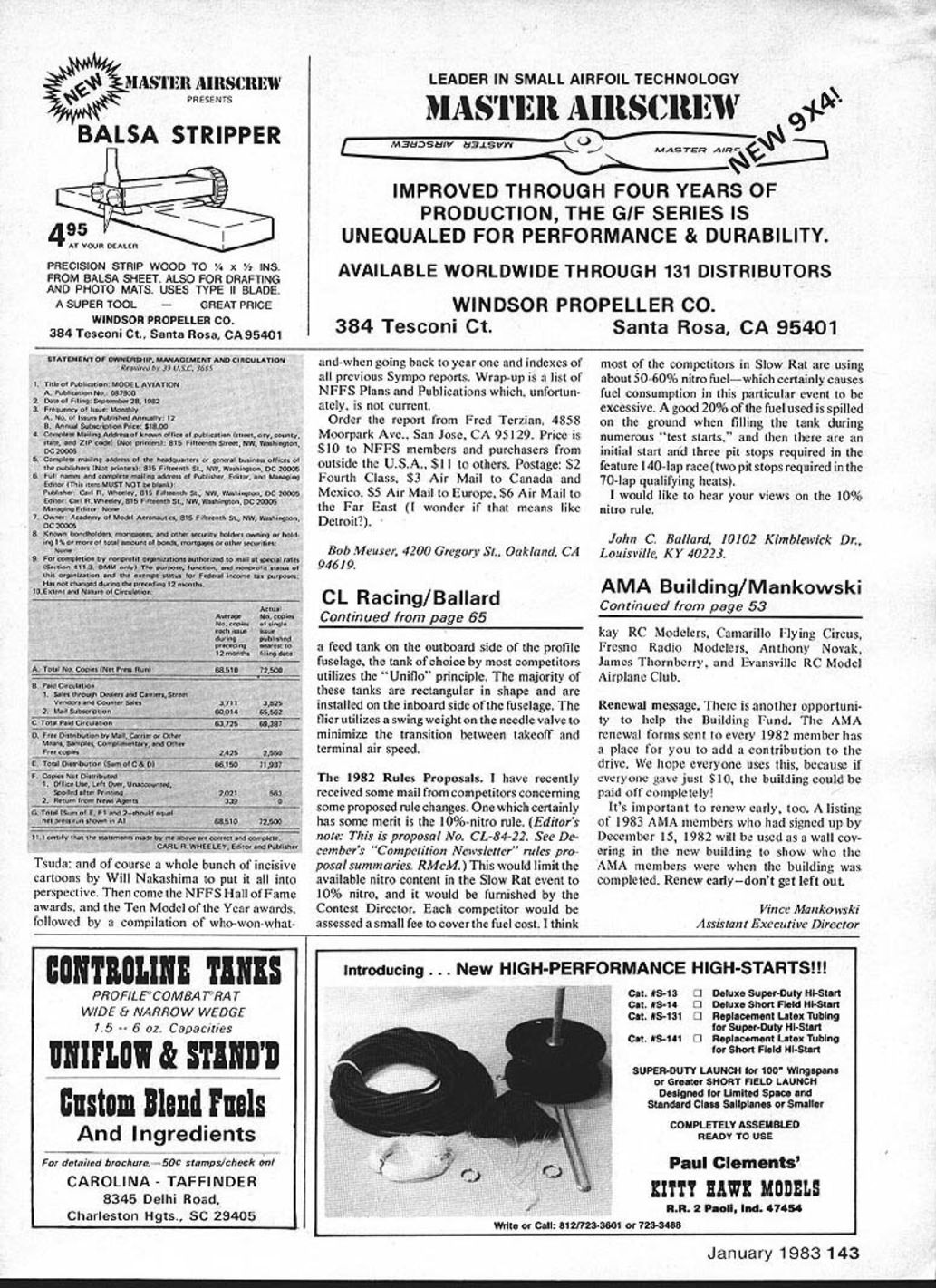
Several readers have asked about the "ideal" tank shape for consistent Slow Rat performance. At a September 1982 contest in Milwaukee I observed many inboard "chicken hopper" tank shapes and found these practical observations:
- Inboard tank shape varied widely and appeared to matter little.
- The outboard tank should be in line with the needle valve and is generally square in configuration.
- Competitors used commercial tanks (Perfect, Veco) and many used home-constructed tanks for both inboard and outboard positions.
- Because the chicken-hopper arrangement requires a reservoir tank inboard and a feed tank outboard, most competitors prefer a rectangular tank installed inboard using the "Uniflo" principle.
- The filler often uses a swing weight on the needle valve to smooth the transition between takeoff and terminal airspeed.
The 1982 Rules Proposals
I have received mail about proposed rule changes. One proposal with merit is the 10%-nitro rule (proposal No. CL-84-22). Key points of the proposal:
- Limit the nitro content in Slow Rat fuel to 10%.
- Fuel would be furnished by the Contest Director.
- Each competitor would pay a small fee to cover fuel cost.
My observations: many Slow Rat competitors appear to be using 50%–60% nitro, which greatly increases fuel consumption. Much fuel is wasted — I estimate about 20% is spilled on the ground during numerous "test starts" — and races require multiple starts and pit stops (an initial start plus three pit stops in the 140-lap feature; two pit stops in the 70-lap qualifying heats). I welcome readers’ views on the 10% nitro proposal.
John C. Ballard 10102 Kimblewick Dr. Louisville, KY 40223
Transcribed from original scans by AI. Minor OCR errors may remain.

