

CONTROL LINE: Speed
Glenn Lee, 819 Mandrake Drive, Batavia IL 60510
What is lapping?
Lapping is a method of producing extremely smooth and accurate surfaces by means of a lap and fine abrasive. It is used to get parts really round or absolutely flat, to create special shapes, to remove material from specific areas of surfaces or cylinders, and to improve surface finishes. According to Marks' Mechanical Engineering Handbook, lapping produces extremely smooth and accurate surfaces by rubbing a lap against the work with a fine abrasive.
If a part is to be lapped to a final accurate dimension, a mating form of a softer material—such as soft, close-grained cast iron, copper, brass, or lead—is made to do the job. A very thin coating of abrasive mixed with lard oil, machine oil, kerosene, or grease is placed between the two surfaces while they are rubbed together.
In this column I explain how we use laps on model engines to improve performance.
Where lapping is used
- Telescope lenses, eyeglasses, water-pump seals, dowel pins, and engine valves are lapped to achieve accurate dimension, shape, flatness, or to form a seal against a mating surface.
- Lapped pistons create a seal between moving metal surfaces without piston rings.
- Even parts produced on high-precision CNC machines are sometimes lapped to obtain the final roundness and fit.
Rotary valves
Start with the rotary valve: it is driven by the crankshaft and makes an intermittent seal between the carburetor and the crankcase as the piston moves. The backplate and rotary valve openings are oriented to open and close at the correct time for the engine's intended use (Speed engines have different intake timing than RC engines). These valves must be flat and smooth to seal against the backplate for crankcase compression—our two-stroke engines can't run without it.
- Rear-intake Speed engines with a flat rotor: check rotor and backplate for flatness and smoothness. If they aren't flat and smooth, lap them on a flat piece of glass using fine aluminum-oxide grit mixed with light oil, moving in a figure-eight pattern. (Note: when grinding a telescope lens, a straight back-and-forth motion tends to produce a dished part.)
- If you don't have aluminum-oxide grit, 400A or 600A oiled sandpaper on glass will work.
- Abrasive-coated Mylar (available from lapidary suppliers) is better and gives a flatter surface; it comes in very fine grits down into micron sizes.
- Front-intake rotary valves: these depend on a close fit between the crankshaft and crankcase. Lapping is usually unnecessary unless they touch during running; then remove metal from the rubbing spots with fine sandpaper or a stick.
The sleeve-and-piston combination
The sleeve-and-piston combination is the most important part of your engine. For maximum performance you need proper materials, correct shapes, and the right fit.
Correct lapping is often the only way to remove metal from specific areas to achieve the desired shape and fit. You must understand what happens during operation:
- When the piston comes up it traps the fuel-air charge and compresses it. The glow plug ignites the mixture and the hot gases impinge on the piston top. If the seal is not tight, compression is lost and power suffers.
- Heat of combustion rapidly expands the piston crown, so clearance is needed to prevent binding against the cylinder wall. Heat transfer into the piston sidewalls takes time, so more clearance is needed lower in the stroke.
- Friction between sleeve and piston creates heat, causing additional expansion. The piston needs clearance to avoid binding and excess friction.
- By the time combustion pressure drops, a very tight seal is no longer required; the crankcase fuel-air mixture cools the piston in the next cycle.
For these reasons, a tapered bore—tight at the top and slightly larger at the bottom—is desirable in Speed engines. The sleeve should be at least 0.005 inch larger at the bottom so the tapered piston seals only at the top 20% (approximately 1/8 inch) of the stroke and rides on an oil film elsewhere. The top of the piston wall is also tapered and the bottom half is relieved by about 0.001 inch. Because not many stock engines come this way, we lap the bore until it is round and has the correct clearance, and we check the piston for roundness, clearance, taper, and whether the wrist pin is square to the sides.
These geometry and fit differences are major reasons one engine can run much faster than another of the same type.
Laps: materials and construction
Laps are made from materials such as brass, cast iron, or copper. Avoid aluminum and steel for laps when working against plated surfaces because they can gall.
- Brass internal laps for sleeves are useful: brass wears faster than the chrome plating, so the lap becomes tapered naturally—often desirable.
- Cast iron makes an excellent external lap for pistons: it lasts longer and keeps the bore straighter. Be careful with cast-iron laps because sharp corners can cut through thin chrome plating.
- Cross-hatching on the lap speeds cutting; grooves can be filed or ground in. Deburr the lap before use.
Use abrasives like aluminum-oxide grit (600 grit or finer) mixed with oil. We prefer aluminum oxide because it breaks down and washes out easily. Harder abrasives such as diamond or carborundum can embed and continue wearing the parts.
How to tell if lapping is needed
- Run the engine with your flying prop (or one slightly smaller in pitch or diameter) for a few minutes, and note rpm if possible. Flying the engine is fine too.
- Disassemble and inspect the bore under reflected light. Where the piston has been rubbing, the chrome will be polished and marked.
- You want the piston to touch and seal only at the top of the stroke (about 1/8 inch or no more than 20% of the stroke). Shiny spots around the exhaust and bypass ports and on the walls indicate where the piston is rubbing and where the sleeve is out of round.
Lapping procedure and tips
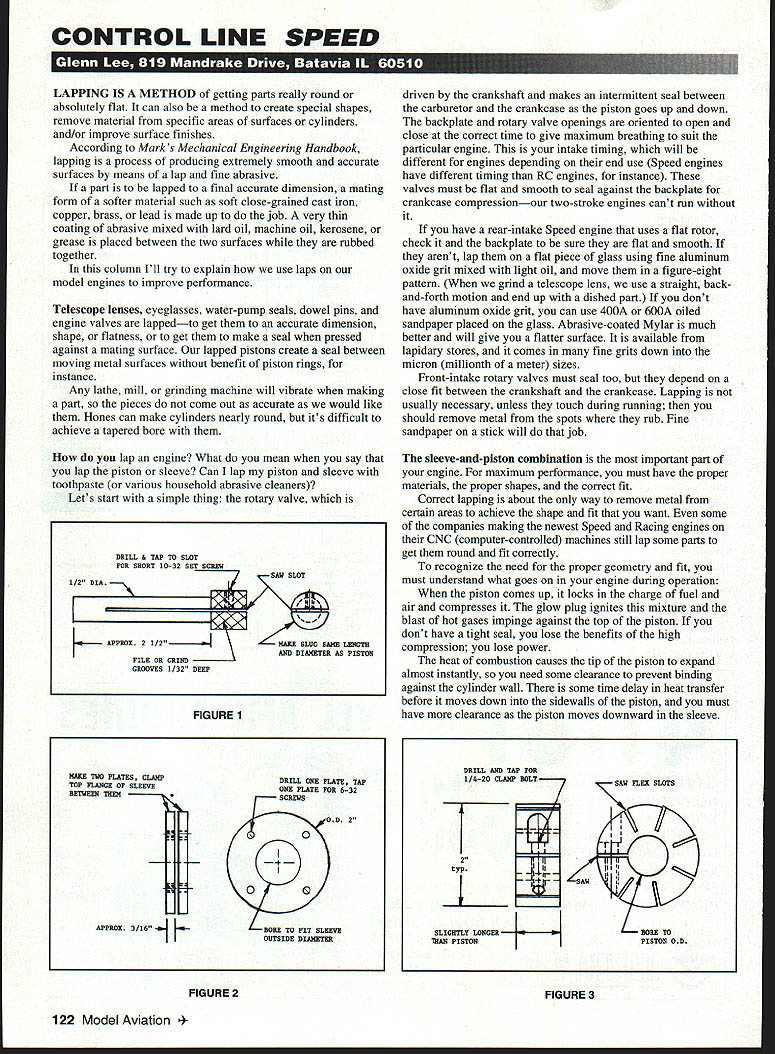
- Make a lap (like the one shown in Figure 1) and a sleeve holder (like Figure 2). The sleeve holder prevents squeezing the sleeve out of round while lapping.
- Apply a mixture of oil and aluminum-oxide grit (600 grit or finer) to both lap and sleeve, and rotate one or the other. Adjust the diameter as surfaces wear away.
- Insert the lap to the proper depth and mark or stop the shaft so you don't lap past the intended area. A simple method: wrap the shaft with electrical tape even with the bottom of the sleeve. As the lap wears, adjust the diameter with the screw.
- Run the lap in a lathe or drill press. If the lap gets hot you are going too fast or applying too much pressure—let the abrasive do the work. Reverse rotation occasionally if possible.
- Be patient. Chrome is hard and wear-resistant; excessive pressure can warp the sleeve or score the plating.
- When you think you have removed enough chrome, clean the sleeve with soap, water, and a toothbrush to remove all abrasive.
Also check the piston skirt: if it is scored or marked, lap it round or polish marks off with strips of 600-grit sandpaper. Do not alter the seating area at the top of the piston skirt unless you intend to use a new oversized piston.
Final checks and warnings
- Oil and reassemble the engine, run it (or fly it), and check for increases in rpm or speed. Disassemble and inspect the sleeve again. If there are still shiny spots, lap some more. Repeat as necessary.
- If you lap through the chrome plating you will likely need to have the sleeve stripped and rechromed, then start over. It is often easier to lap a sleeve before chrome plating it.
- Take it slow; this process is neither cheap nor easy, but it is where speed enthusiasts spend their time to gain performance.
Transcribed from original scans by AI. Minor OCR errors may remain.

