

Cox Engines
1/2A Engines: Background
Like the Project Three-Way series, this article resulted from a reader suggestion. Millions of 1/2A engines have been produced over the years; the lion's share have been produced by Cox for its line of ready-to-fly control-line models. Many of these engines are still in garages and attics across the land and are still usable.
We asked Larry Renger to discuss the evolution of these engines as well as their care and feeding.
By Larry Renger
The purpose of this article is to describe the various Cox .049s, their construction, and appropriate application. Part II (July 1996 issue) will get into engine care, running, and modification.
Cox began in 1945 with a "pop" gun—a toy gun that used a simple piston pump to make a cork go "pop!" for a shooting sound. Simple, cute—it sold great! Since this was just at the end of WWII, the materials were wood and string, because metal was still of limited availability.
As a follow-up, Roy Cox made a wooden car that was dragged in a circle by a string-and-stick system. It was also successful and was followed by a deluxe version made from aluminum castings. Tether-car racing was very popular at that time, and Roy's cars were being modified for engine power. Seeing a trend, he arranged with Cameron Brothers to mount engines in his cars and sold a line of powered cars of increasing performance.
Finally, in 1949, the first Roy Cox-designed engine was used in the cars, followed a year or two later by the first Cox-manufactured engines.
At the peak of popularity, more than one million Cox .049 engines were produced every year. Consider that, at that time, there were other major manufacturers of nearly the same size! For a couple of decades, total .049 engine sales were about the same as car sales.
Because of the low price, huge volume of production, and ready availability, modelers have always regarded 1/2A engines as a "throwaway" commodity, rather than the precision jewels they really are. Hideous mistreatment, wrong fuel, and incorrect props are all standard fare for the small engine. You wouldn't treat a watch that way, and the engine tolerances are a lot tighter. As a result of these misunderstandings, small engines have a reputation for being "finicky" and short-lived.
In reality, an .049 that is run with the proper fuel, prop, and needle-valve setting, and is run in a clean environment, will last a long time. Cox ran a test some years ago, and after 400 hours, the engine would require electric starting but would still run.
Engine Design Features
Basics: The two-stroke engine is part pump, part power generator. Most design and performance differences come from pumping/flow design, not from combustion-head design. You can't get a lot of mixture into the cylinder, and you aren't going to get a lot of power out. The key is to get a smooth flow of mixture in and waste exhaust out in minimum time. That is definitely the case with small engines.
Most engine designs use three techniques to get the fuel/air mix into the combustion chamber:
- piston pumping action,
- intake/bypass passages, and
- exhaust systems.
Intake systems are reasonably independent; bypass and exhaust systems must work together.
Intake systems are the technique used to suck air into the engine and combine it with fuel to create a well-vaporized mixture that will burn smoothly and rapidly. There are three basic systems to control intake timing:
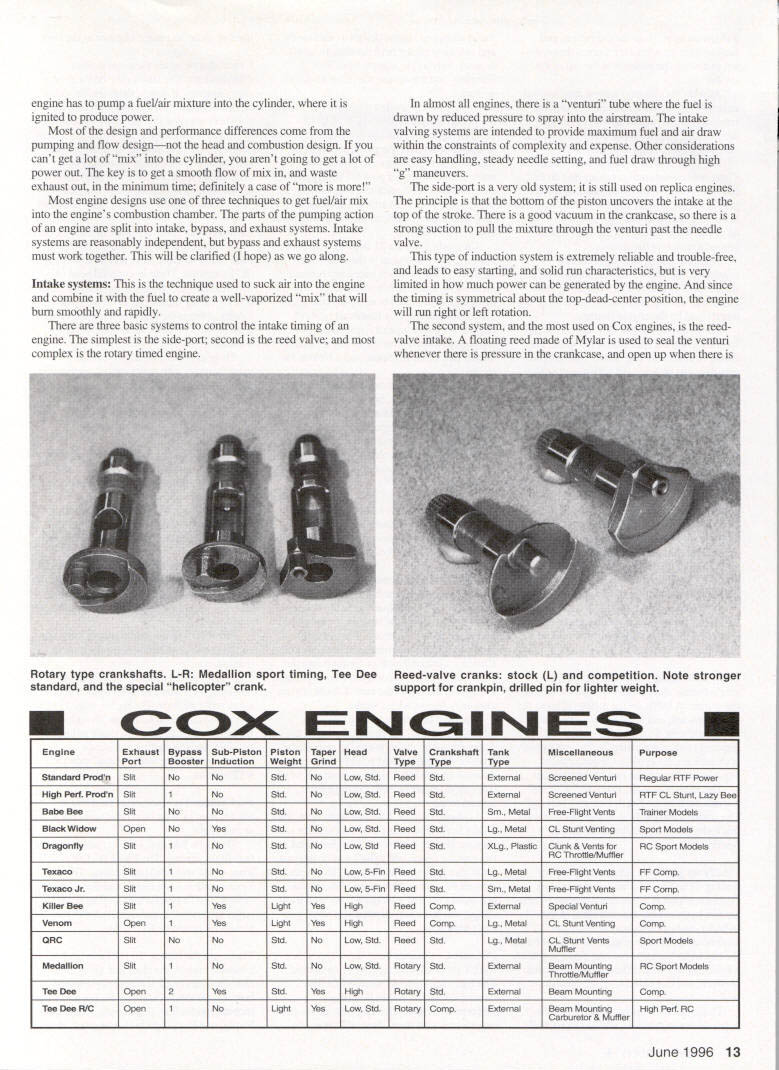
- Side-port: The simplest system. The bottom of the piston uncovers the intake on the down stroke; good vacuum in the crankcase produces strong suction that pulls the mixture through the venturi past the needle valve into the crankcase. This type of induction system is extremely reliable and trouble-free, leading to easy starting and solid running characteristics. It is, however, limited in how much power can be generated. Because the timing is symmetrical about top dead center, the engine will run right or left rotation.
- Reed-valve: The most used on Cox engines. A floating reed made of Mylar seals the venturi whenever there is pressure in the crankcase and opens up when there is a slight vacuum. Now the engine can pull fuel/air mixture whenever there is demand—not just when the piston is at the top of the stroke. As with side-port engines, reed-valved engines may run either direction. Since the crankcase only draws when there is demand, these engines work beautifully over a very large speed range and start easily.
- Rotary-timed induction: The most complex system. There are several configurations, but the most common has a port in the crankshaft and the venturi mounted in front of the crankcase. Timing is achieved when the port in the shaft rotates around to uncover the venturi. Since the timing may be precisely controlled, the engine may be tuned to be a docile sport engine or a fine-breathing racer. Handling, starting, and usable speed range are determined by the engine timing. For example, the Tee Dee series is set up for racing and the Medallions for sport. The ability to control timing allows much higher rpm than can be achieved with reed or side-port systems.
Bypass porting is the technique used to get fuel/air mix into the cylinder. It is always closely related in design to the exhaust system, since both must work through the same cylinder walls. Bypass porting falls into three basic forms:
- 360° porting: The idea is to smoothly flow the fresh mixture in from all sides while exhausting the burned mix from all sides. When it is working right, the intake shoots up the center of the cylinder, pushing the exhaust down the outsides and through the exhaust ports. Only a few diesels such as the PAW use this anymore, though it was the system of choice for OK, Cub, Atwood, and early Holland engines.
- Loop scavenging: Uses a single bypass and exhaust on separate sides of the engine. A baffle on the piston redirects the intake upward, and it "scavenges" or pushes out the exhaust. Strange head shapes are required to clear the piston baffle, and smooth combustion characteristics require much experimentation on the part of the designer. This system was the standard for "large" engines such as K&B, Fox, and McCoy. The smallest engine I recall that used this technique was the Anderson Royal Spitfire .065.
- Schnuerle porting: Cox engines use the original system outlined in Schnuerle's patents. There are two bypasses on opposite sides of the cylinder, and two exhausts at 90°. Later modifications in larger engines have resulted in the two main bypasses moving closer together, a small booster with different timing located between them, and one or both exhausts opening to the opposite wall. This is the most sophisticated of all the bypass/exhaust schemes and works so well that it allows an engine design to start easily and still have racing performance. In small engines, only a few imports from East Germany and Russia use the more advanced versions.
Which Engine Is Which?
Cox engines have used a bewildering array of components over the years, and most of them can be interchanged to produce an uncountable variety of possible configurations. Because of this, I will stick to the design of current engines in this article. I will get into mix-and-match modifications along with some hop-up tips in Part II.
Currently there are 21 engines in the hobby line, and two more used in the ready-to-fly airplanes. This variety is necessary because there are so many different applications in modeling. Since there is now only one major 1/2A manufacturer, Cox makes all types of engines for every type of flying. It isn't like big engines, where you might buy a K&B for ducted fan, a Fox for stunt, and a Nelson for racing.
Some features cost more to make and not only would be useless, but detrimental in certain applications. As a result, Cox engines vary widely in price depending on how complex they are to make. The selling margin on all Cox products is roughly constant; what you pay is directly related to what it cost to make.
Cylinders
Cox cylinders now have two main bypasses and two exhausts as mentioned above. In addition, they may have one or two additional booster grooves per bypass.
The exhaust ports may be open or slits and may or may not have sub-piston induction (SPI). SPI is a technique where the bottom of the piston uncovers the bottom of the exhaust port near the top of the stroke. This opening seems to smooth out running at high speed by allowing a last little puff of fresh air into the crankcase. Perhaps it cools the piston; perhaps it helps fill the top of the case—nobody genuinely knows exactly why it works.
The final difference among cylinders relates to how they are finally ground to finish. A device called a hone is used to smooth the walls of the cylinder and achieve the precise dimensions needed. This final grind can be a constant diameter or have a change from bottom to top.
Low-end engines have a straight bore. This makes it easier to assure a perfect seal for easy starting. Higher-performance engines need a taper on the piston and cylinder to compensate for higher heating near the head. This taper reduces the seal at the bottom of the stroke and makes starting a bit harder. As with most things, you have to pick what you need; you can't have it all.
Pistons
Cox makes three basic types:
- heavy-wall,
- light-wall, and
- tapered or untapered.
The light-wall pistons were originally developed for the Killer Bee (a high-performance reed-valve engine); as experience with them grows, they will likely be used in more and more engines in the line.
Crankshafts
There are several crankshaft combinations. Shafts may be for reed or rotary engines. If rotary, there are sport-timed Medallion and race-timed Tee Dee versions.
There are now also two different balance systems in use: the original "smile" counterweight cut into the back of the shaft, and the new competition balance system originated for the Tee Dee R/C and now used on the Killer Bee, Venom, and Tee Dee "Helicopter" engine used by Light Machines.
Glow Heads
Three types are in use by Cox:
- standard-compression head, most common and found on Babe Bees and ready-to-fly (RTF) engines;
- a second head of identical internal configuration with an extra sealing ring for use on Texaco engines; and
- the high-compression head used on the Tee Dees, Killer Bees, and Venom.
There are also outside manufacturers who make special-application heads such as the Globee, the Galbreath/Nelson, and diesel conversions like the Davis Diesel and RJL. It is beyond the scope of this article to get into those specials.
Backplates
For the reed engines you have a choice of two backplates or four different tanks. All have the needle valve and reed-valve system built in.
- The standard RTF backplate features a small venturi and a screen over the back to prevent large bits of junk from jamming the reed valve.
- The Killer Bee backplate is a variation that features a beveled intake, no screen, a bigger-bore venturi, and a special chamber just under the reed valve for smoother flow.
The RTF version works great on low nitro and big props; fuel draw and easy starting are maximized. When you are running the engine fast, however, the venturi must be open to allow more airflow. The higher velocity of air helps maintain good fuel draw, though on the Killer Bee the opening was made as large as possible, and the starting and needle sensitivity are somewhat worse than the RTF version.
Fuel Tanks
Fuel tanks may be metal or plastic, long or short, and have vents for RTF or free flight. Typical examples:
- Babe Bee tank: short, metal, with free-flight venting.
- Black Widow tank: long, metal, with stunt venting.
- Texaco tank: long, metal, with free-flight venting.
- Dragonfly tank: plastic, very large, stunt-vented, and with a "chunk" fuel pickup for aerobatic RC flying.
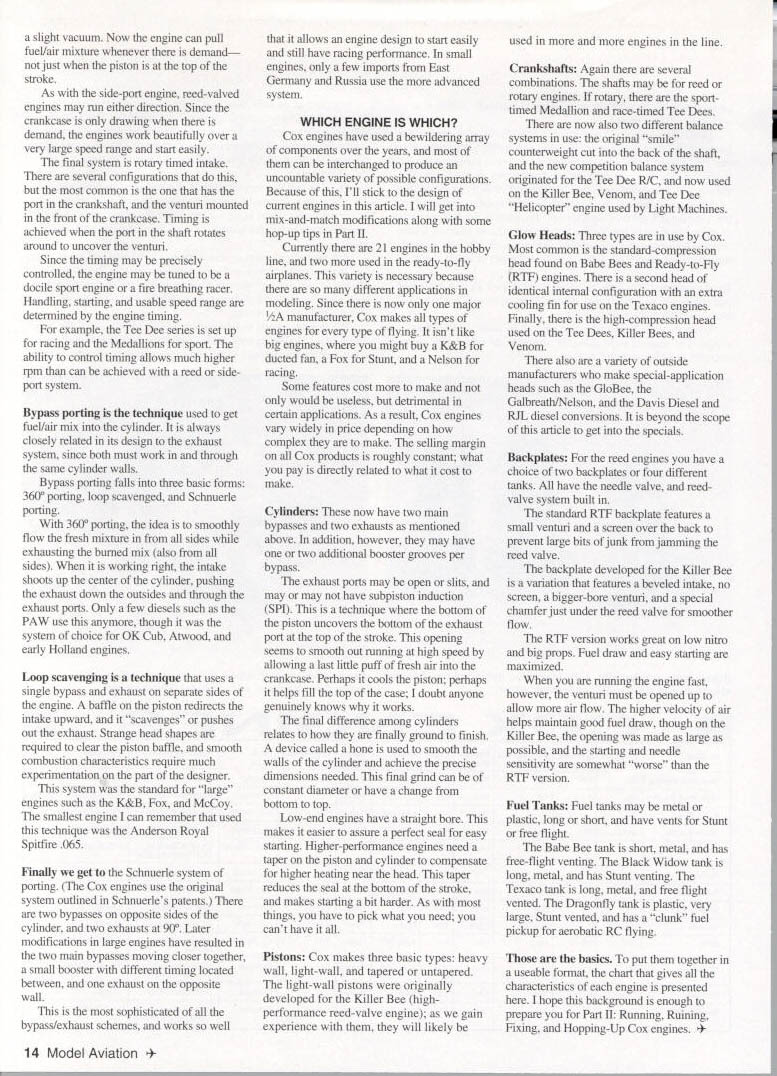
Those are the basics. To put them together in a usable format, the chart that gives all the characteristics of each engine is presented here. I hope this background is enough to prepare you for Part II: Running, Ruining, Fixing, and Hopping-Up Cox engines.
Transcribed from original scans by AI. Minor OCR errors may remain.

