
Radio Control: Scale
Bob and Dolly Wischer
Needle valves (Sam Abdow's hidden-needle method)
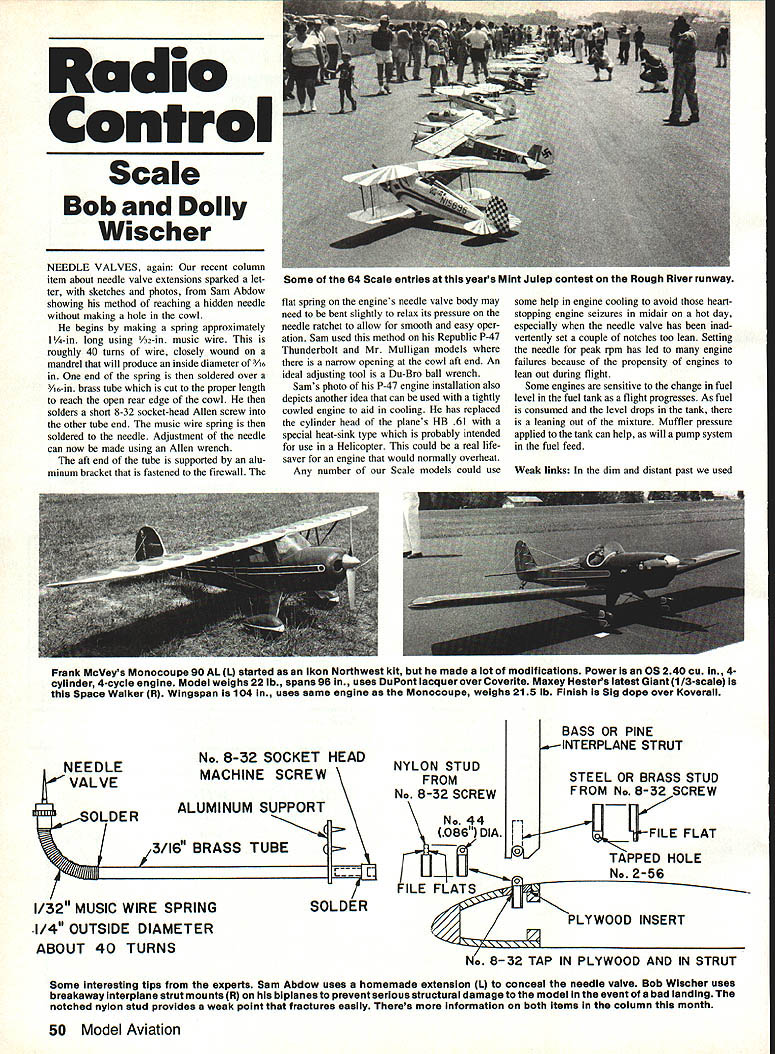
Our recent column about needle-valve extensions prompted letters, sketches and photos from Sam Abdow showing his method of reaching a hidden needle without cutting a hole in the cowl.
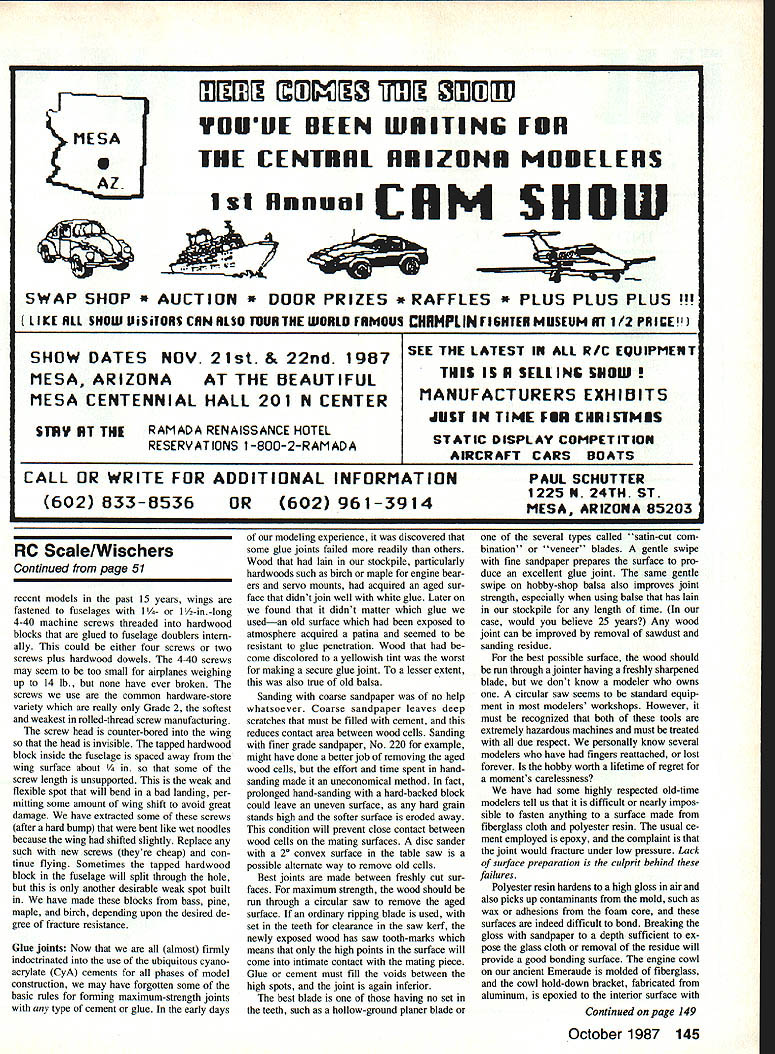
- Make a short helical spring from 1/32-in. music wire, wound closely on a mandrel to the diameter needed to engage the needle. One end of the spring is soldered over a short brass tube cut to the proper length to reach the open rear edge of the cowl.
- Solder a short 8-32 socket-head Allen screw into the other end of the tube. Solder the music-wire spring to the needle. The needle can then be adjusted with an Allen wrench (a Du-Bro ball wrench is ideal).
- Support the aft end of the tube with an aluminum bracket fastened to the firewall. You may need to bend the flat spring on the engine’s needle-valve body slightly to relax pressure on the needle ratchet and allow smooth operation.
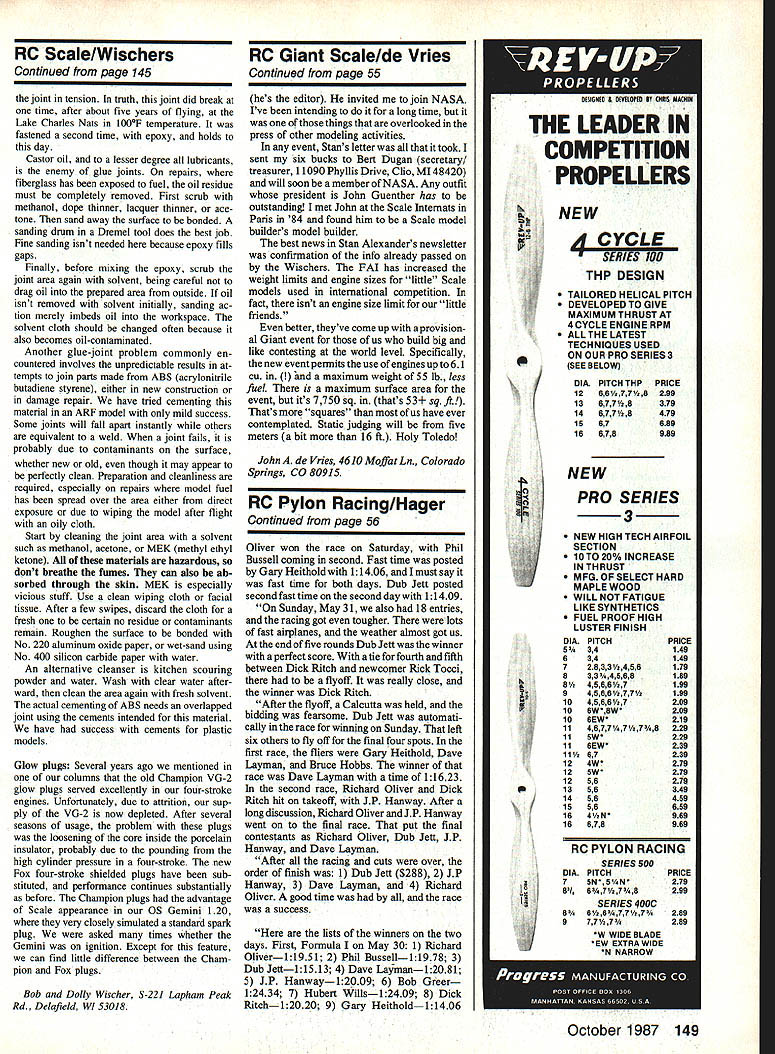
Sam used this method on his Republic P-47 Thunderbolt and Mr. Mulligan models where the cowl aft opening is narrow.
Cooling note: Sam also replaced the cylinder head of an HB .61 with a special heat-sink type (likely intended for helicopter use). This can greatly help tightly cowled engines that tend to overheat. Many scale models can benefit from improved cooling to avoid midair engine seizures on hot days, especially if the needle has been set a little too lean. Engines also tend to lean as fuel level drops in the tank during flight; applying muffler pressure to the tank or using a pumped fuel feed can help maintain mixture.
Weak links and fastenings
Early models often used rubber bands or nylon screws as intentional weak links to limit damage in bad landings. The weak-link principle still has practical uses on modern scale models.
- Biplane interplane struts: Use a threaded nylon stud (8-32 or 10-32) inserted in a reinforced wing junction. A plywood insert filed flat and cross-drilled for a small hex-head screw (usually 2-56) provides a breakaway point. The stud can be made from a nylon screw with the head removed.
- Solid struts: For sufficiently thick interplane struts, use bass or pine struts with a steel or brass stud set into the end and tapped for the fastening screw. If a steel screw is installed and the head removed, adjust the threaded length to produce the desired weak-link characteristic.
- Wing-to-fuselage attachments (recent models): Wings are commonly fastened with 1/4- or 1/2-in.-long 4-40 machine screws threaded into hardwood blocks glued to the fuselage doubler internally. The screw heads are counterbored into the wing so they’re invisible. The tapped hardwood block is intentionally spaced slightly from the wing so a portion of the screw is unsupported; this provides a flexible, sacrificial bend point in a hard landing. Replace bent screws after a hard bump — they’re inexpensive. Hardwood blocks (bass, pine, maple, birch) can be chosen to vary the desired fracture resistance.
Glue joints
Cyanoacrylate (CYA) cements are now ubiquitous, but basic joint-preparation rules still apply to get maximum strength with any adhesive.
#### Preparing wood surfaces
- Best joints are made between freshly cut surfaces. Wood that has aged or darkened often develops a surface film or "patina" that resists glue penetration.
- Sanding with coarse paper is counterproductive: it leaves deep scratches that reduce effective contact. If sanding is necessary, use a fine grit (e.g., 220) and avoid prolonged hand-sanding that can create uneven surfaces.
- A circular saw with the proper blade can remove the aged surface. For best results use a blade with little or no set in the teeth (hollow-ground planer or satin-cut/veneer blades) to leave an even surface; then finish with a gentle swipe of fine sandpaper. A jointer with a freshly sharpened blade is ideal but uncommon in modeler shops.
- Remove all sawdust and sanding residue from the joint area before gluing.
#### Fiberglass, polyester resin, and epoxy
- It’s not impossible to bond to fiberglass cloth and polyester resin, but surface contamination (wax or mold-release) is often the culprit in weak joints. Break the glossy surface by sanding to expose fiberglass or bare resin before bonding.
- Castor oil and other lubricants are enemies of glue joints. For repairs where fiberglass has been exposed to fuel or oil, first scrub with methanol, dope thinner, lacquer thinner, or acetone, then sand the surface to be bonded. A sanding drum in a rotary tool (Dremel) works well. After sanding, scrub again with solvent just before mixing epoxy — and use a fresh solvent cloth so you don’t recontaminate the area.
- Example: an aluminum cowl hold-down bracket epoxied to the interior of a cowl can last years, but heat and time can eventually weaken such joints if contamination or oil is present.
#### ABS and plastic joints
- Bonding ABS can be unpredictable: some joints will hold like a weld, others fail immediately. Surface contamination is a common cause of failure, even if the surface appears clean.
- Clean with methanol, acetone, or MEK (use precautions — fumes and skin absorption are hazardous). Wipe with a clean cloth, discard it after a few swipes, and follow with fresh solvent. Roughen the surface with No. 220 aluminum-oxide paper or wet-sand with No. 400 silicon-carbide paper and water. An alternative cleaner is kitchen scouring powder and water; rinse thoroughly, then clean again with solvent.
- Use cements intended for ABS and construct overlapped joints for best results.
Flight plugs
- The old Champion VG-2 glow plugs worked well in many of our four-stroke engines and had a pleasing scale appearance in some installations (for example, simulating a standard plug in an OS Gemini .20). However, supplies are depleted and the VG-2s tended to loosen the core inside the porcelain after extended use in four-strokes.
- We have substituted new Fox four-stroke shielded plugs with substantially similar performance. Apart from appearance, there’s little functional difference between the Champion VG-2 and the Fox plugs.
Bob and Dolly Wischer S-221 Lapham Peak Rd., Delafield, WI 53018
Transcribed from original scans by AI. Minor OCR errors may remain.

