
Rubber - All You Need to Know
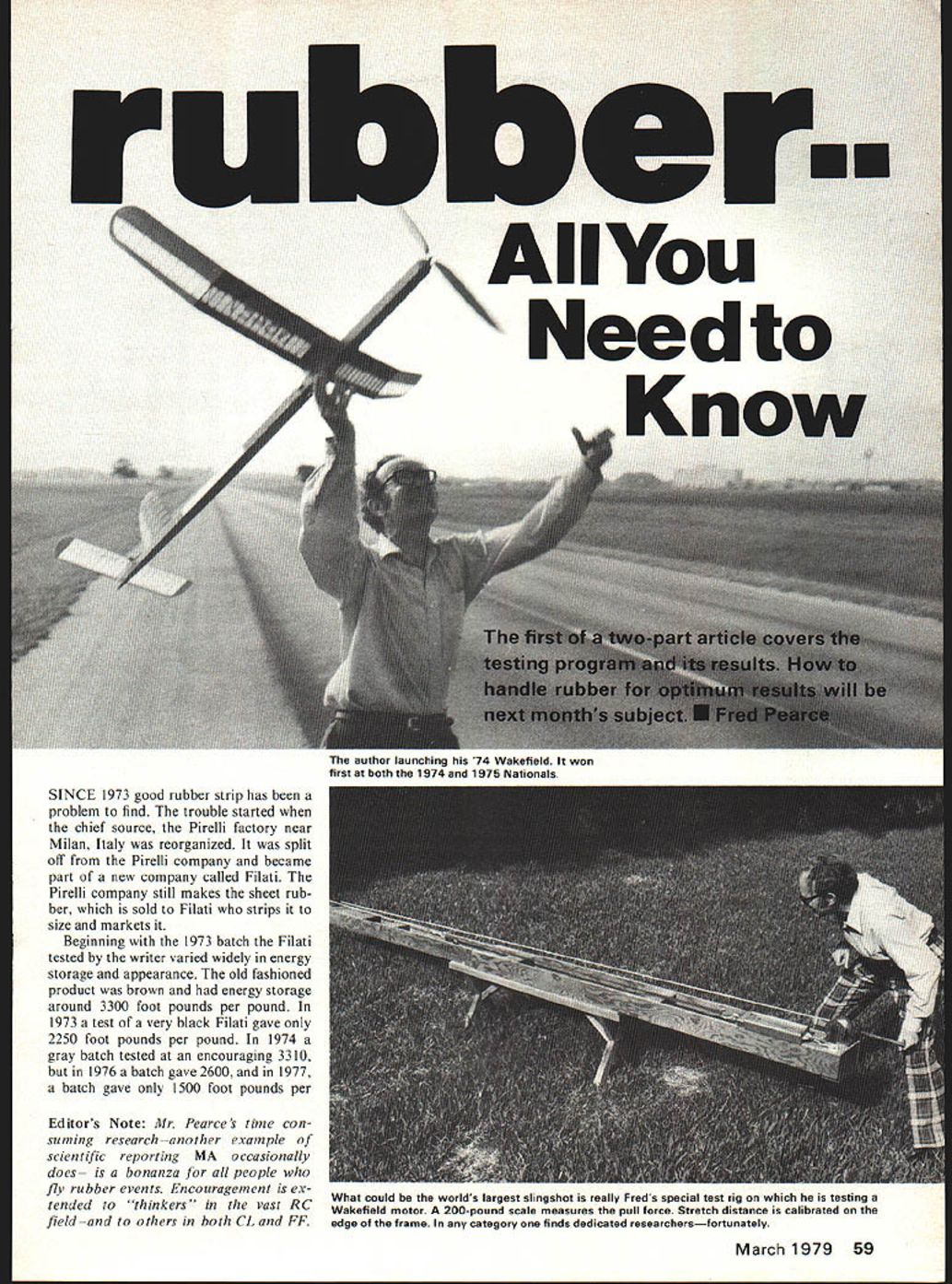
Fred Pearce
Editor's Note: Mr. Pearce's time-consuming research—another example of scientific reporting MA occasionally does—is a bonanza for all people who fly rubber events. Encouragement is extended to "thinkers" in the vast RC field—and to others in both CL and FF.
Since 1973 good rubber strip has been a problem to find. The trouble started when the chief source, the Pirelli factory near Milan, Italy, was reorganized. The Pirelli operation was split off and became part of a new company called Filati. Pirelli still makes the sheet rubber, which is sold to Filati, who strips it to size and markets it.
Beginning with the 1973 batch, the Filati rubber tested by the writer varied widely in energy storage and appearance. The old-fashioned product was brown and had energy storage around 3,300 foot-pounds per pound. In 1973 a test of a very black Filati gave only 2,250 foot-pounds per pound. In 1974 a gray batch tested at an encouraging 3,310, but in 1976 a batch gave 2,600, and in 1977 a batch gave only about 1,500 foot-pounds per pound.
These test findings and the disappointing performance experienced by model fliers when using some Filati batches led to the seeking out of new sources.
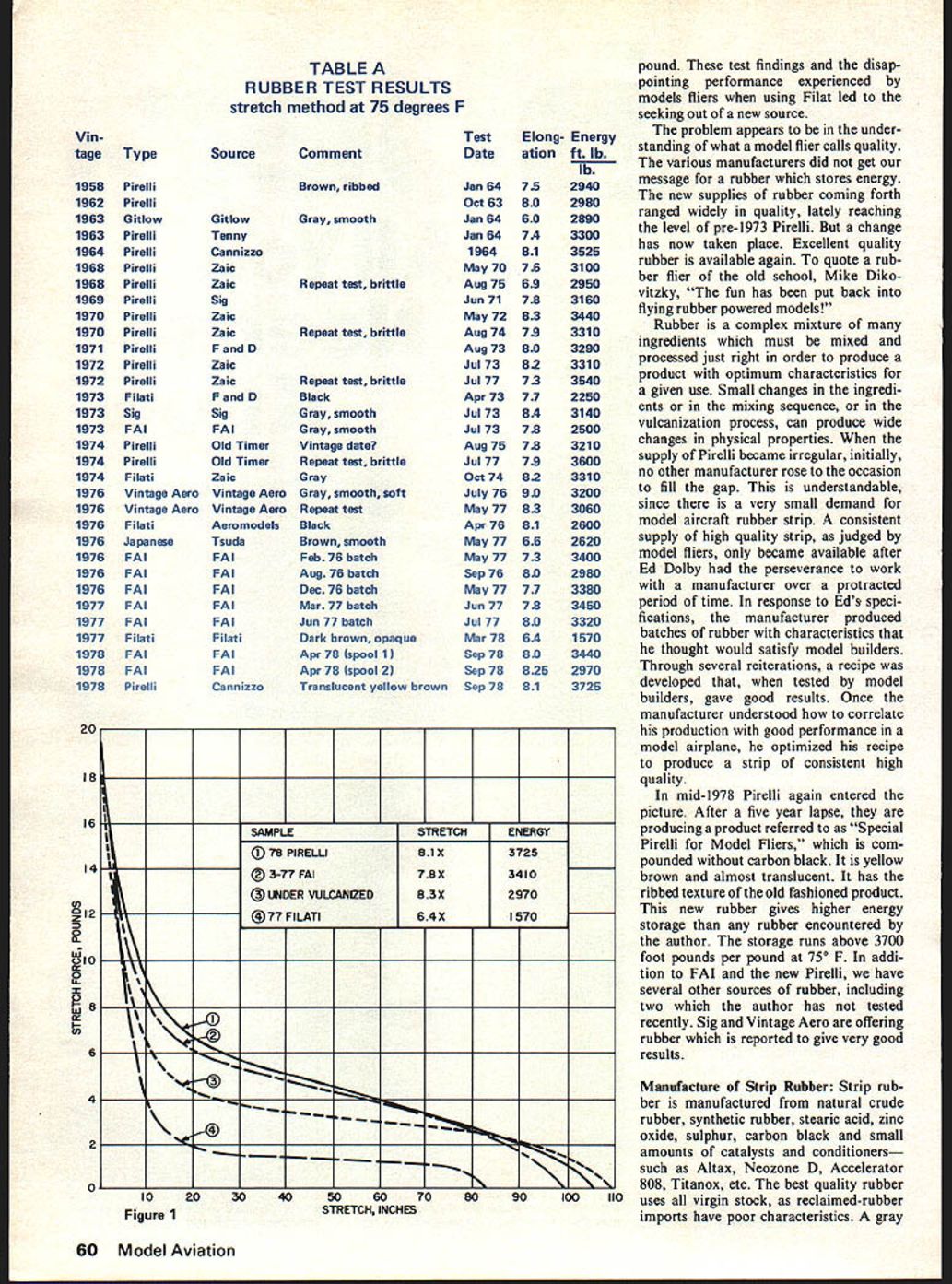
TABLE A — RUBBER TEST RESULTS
stretch method at 75°F
Vintage | Type | Source | Comment | Test Date | Elongation (inches) | Energy (ft. lb./lb.) --- | --- | --- | --- | ---: | ---: | ---: 1958 | Pirelli | — | Brown, ribbed | Jan 64 | 7.5 | 2940 1962 | Pirelli | — | — | Oct 63 | 8.0 | 2980 1963 | Gitlow | Gitlow | Gray, smooth | Jan 64 | 6.0 | 2890 1963 | Pirelli | Tenny | — | Jan 64 | 7.4 | 3300 1964 | Pirelli | Cannizzo | — | 1964 | 8.1 | 3525 1968 | Pirelli | Zaic | Repeat test, brittle? | May 70 | 7.6 | 3100 1968 | Pirelli | Zaic | Repeat test, brittle | Aug 75 | 6.9 | 2950 1969 | Pirelli | Sig | — | Jun 71 | 7.8 | 3160 1970 | Pirelli | Zaic | — | May 72 | 8.3 | 3440 1970 | Pirelli | Zaic | Repeat test, brittle? | Aug 74 | 7.9 | 3310 1971 | Pirelli | F and D | — | Aug 73 | 8.0 | 3290 1972 | Pirelli | Zaic | — | Jul 73 | 8.2 | 3310 1972 | Pirelli | Zaic | Repeat test, brittle | Jul 77 | 7.3 | 2540 1973 | Filati | F and D | Black | Apr 73 | 7.7 | 2250 1973 | Sig | Sig | — | Jul 73 | 8.4 | 3140 1973 | FAI | FAI | Gray, smooth | Jul 73 | 7.8 | 2500 1974 | Pirelli | Old Timer | Vintage date? | Aug 75 | 7.8 | 3210 1974 | Pirelli | Old Timer | Repeat test, brittle | Jul 77 | 7.9 | 3600 1974 | Filati | Zaic | — | Oct 74 | 8.2 | 3310 1976 | Vintage | Vintage Aero | Gray, smooth, soft | Jul 76 | 9.0 | 3200 1976 | Vintage | Vintage Aero | Repeat test | May 77 | 8.3 | 3060 1976 | Filati | Aeromodels | Black | Apr 76 | 8.1 | 2600 1976 | Japanese | Tsuda | Brown, smooth | May 77 | 6.6 | 2620 1976 | FAI | FAI | Feb. 76 batch | May 77 | 7.3 | 3400 1976 | FAI | FAI | Aug. 76 batch | Sep 76 | 8.0 | 2980 1976 | FAI | FAI | Dec. 76 batch | May 77 | 7.7 | 3380 1977 | FAI | FAI | Mar. 77 batch | Jun 77 | 7.8 | 3460 1977 | FAI | FAI | Jun 77 batch | Jul 77 | 8.0 | 3320 1977 | Filati | Filati | Dark brown, opaque | Mar 78 | 6.4 | 1570 1978 | FAI | FAI | Apr 78 (spool 1) | Sep 78 | 8.0 | 3440 1978 | FAI | FAI | Apr 78 (spool 2) | Sep 78 | 8.25 | 2970 1978 | Pirelli | Cannizzo | Translucent yellow brown | Sep 78 | 8.1 | 3725
Manufacture of Strip Rubber
Strip rubber is manufactured from:
- natural crepe (virgin) rubber
- synthetic rubber
- stearic acid
- zinc oxide
- sulphur
- carbon black (for black/gray color)
- small amounts of catalysts and conditioners (e.g., Altax, Neozone D, Accelerator 808, Titanox)
Reclaimed-rubber imports have poor characteristics, so the best quality rubber uses all virgin stock. Brown rubber contains little or no carbon black; gray or black color is imparted by carbon black. Recipes are usually proprietary.
A sample (guessed) recipe for the current smooth gray American manufactured rubber:
- Pale Virgin Crepe (natural rubber): 85 parts
- Synthetic rubber: 15 parts
- Stearic Acid: 1 part
- Zinc Oxide: 5 parts
- Altax (accelerator catalysts): 1 part
- Neozone D (activator catalysts): 1 part
- Sulphur: 3 parts
- Carbon Black: 1 part (or less)
In a mill the ingredients are mixed at about 120°F in the following sequence:
- Natural rubber and synthetic rubber — 4 minutes
- Stearic acid (softens mixture) — 2 minutes
- Zinc oxide, Altax, Neozone D and carbon black — 2.5 minutes
- Sulphur (acts to vulcanize during curing process) — 1.5 minutes
After mixing, the rubber is passed through rollers to produce a sheet of the desired thickness, typically 0.043". The sheet comes out five to six feet wide and about 900 feet long. It is dusted with talcum powder to keep it from sticking, rolled up, and put into an electronically controlled vulcanizing oven where it is subjected to steam at about 285°F for around 30 minutes. The degree of vulcanization dramatically affects tensile properties. Vulcanization is the cross-linking of polymer chains by sulfur at high temperature. After removal from the oven, the rubber is allowed to cool to room temperature prior to slitting.
Slitting process:
- Cut sheet into belts 7.5 inches wide; belts are joined end to end with a tapered and glued joint to form a continuous belt about 900 feet long.
- Run the belt through a slitting mill set for desired widths (typically 1/16", 3/32", 1/8", 3/16", 1/4").
- Wind strips onto spools containing about a pound of rubber (about 200 feet for 1/4" strip).
- A typical batch weight is about 1,500 pounds.
The new Pirelli is about the same thickness as the old Pirelli. A 38.8-gram dry-weight Wakefield motor is typically made up at 16 strands by about 16½ inches long. The FAI rubber is a little thicker—14 strands is about the same length as the Pirelli and takes about the same turns (≈320). Sig and Vintage Aero rubber is generally thinner than Pirelli and require more strands to get the equivalent cross-sectional area. It is better to think in terms of skein length of made-up motors rather than just strand count.
A good Wakefield should be able to do over 180 seconds.
Rubber testing
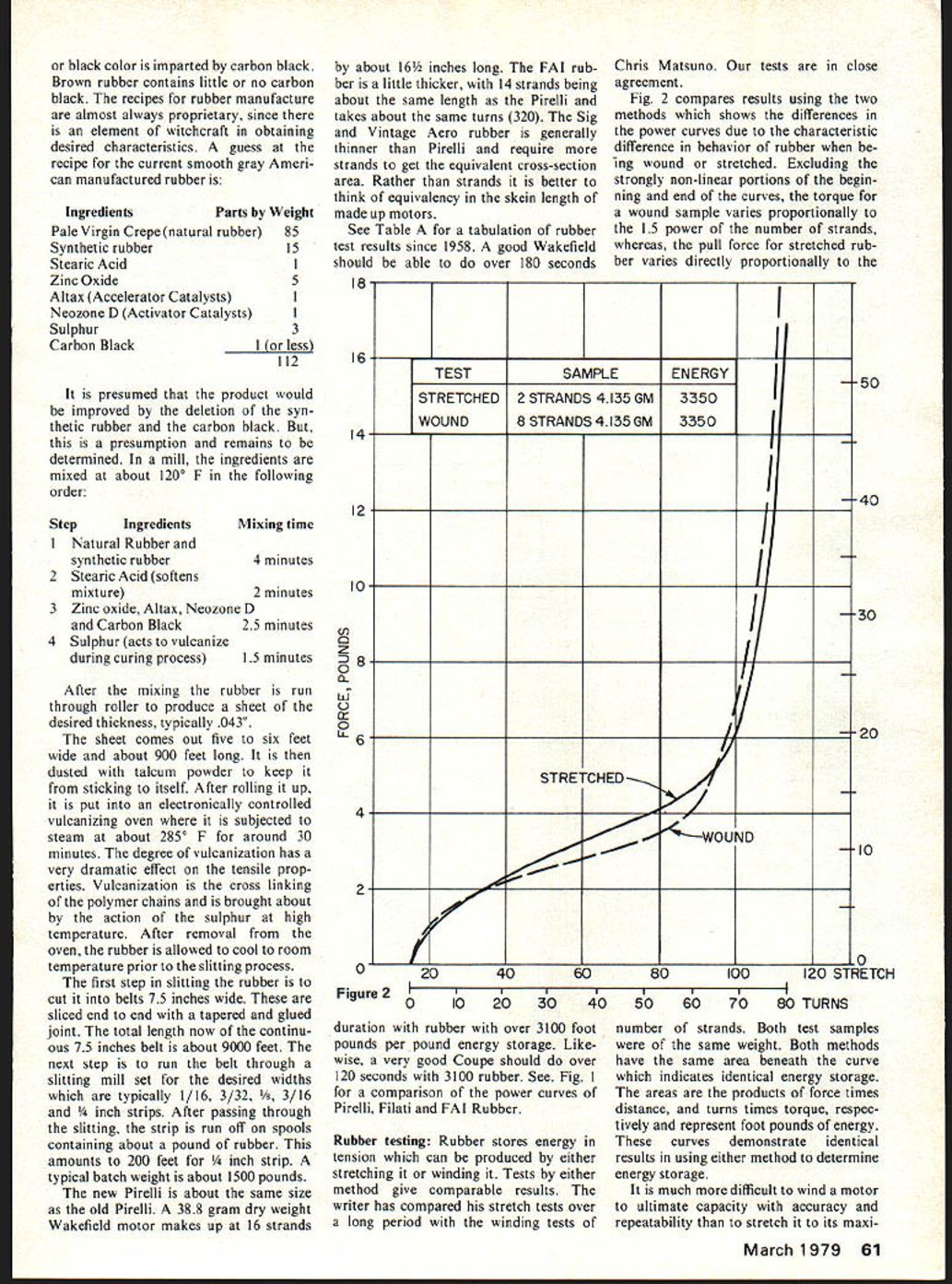
Rubber stores energy in tension, which can be produced by either stretching or winding. Tests by either method give comparable results. The writer compared his stretch tests over a long period with the winding tests of Chris Matsuno; the tests are in close agreement.
Fig. 2 compares results using the two methods and shows differences in the power curves due to characteristic behavior of rubber when being wound or stretched. Excluding the strongly non-linear portions at the beginning and end, the torque for a wound sample varies proportionally to the 1.5 power of the number of strands, whereas the pull force for stretched rubber varies directly proportional to the number of strands. Both methods have the same area beneath the curve, indicating identical energy storage. The areas are the products of force times distance, and turns times torque, respectively, representing foot-pounds of energy. These curves demonstrate identical results in using either method to determine energy storage.
It is more difficult to wind a motor to ultimate capacity with accuracy and repeatability than to stretch it to its maximum. To obtain comparable results from test to test, the writer pulls all samples to the same ultimate tensile stress very close to the breaking point. Pulling by proportional force based on original cross-section does not suffice because stretchier rubber would be pulled to a higher tensile stress. The problem is solved by pulling a motor in two stages.
Formulas:
- F1 (first pull): Force (pounds) = (45 × weight (grams)) / Original Length (inches)
- F1 is strong enough to pull the motors near their maximum stretch; hold for 5 minutes (break-in).
- F2 (second pull): Force (pounds) = (430 × weight (grams)) / Stretched Length from F1 (inches)
- F2 stretches the motors an additional small amount to near the breaking point.
Metric equivalents: constants are 52 and 496 respectively, with F in kilograms, W in grams and L in centimeters.
Example: March 1977 FAI rubber sample of two strands of 1/4" was pulled to F1 = 15.3 lb and F2 = 19.2 lb.
One may ask if stretchier rubber would be pulled to a higher tensile stress and thus store more energy, reducing validity of comparisons. This problem is mitigated by the shape of the energy storage curve (see Fig. 1). As you approach breaking stress, the change in elongation becomes very small (a "climbing-the-wall" situation), so there is little additional energy stored—the incremental product of force times distance is very small.
Testing apparatus: The writer's rubber testing machine has a 20-pound scale for handling full-size Wakefield motors and a 20-pound scale for testing single loops. A boat winch stretches samples along a calibrated 150-inch frame. Test motors are attached to a hook on the scale and to a hook on the end of a rope which travels around a pulley on the far end of the frame and back to the winch.
Testing procedure:
- Weigh a sample loop suitable for the 150-inch frame (say between 12 and 16 inches long). Subtract the weight of the knot and tag ends.
- Lubricate the sample with a green soap-and-glycerine type rubber lubricant. Don't soak the knot—high stress will cause it to slip. Put extra talcum powder on the ends before tying a square knot with a single granny knot on top. Saliva helps keep the rubber from tearing while pulling the knot tight.
- Compute pull force F1 and break in the rubber by pulling to this force for 5 minutes. Wait at least one hour before the next step.
- Using the stretched length from the first pull, compute the second pull force F2.
- Pull the motor to F2, taking about 15 seconds to pull the last 10% of the desired force.
- Immediately read and record the force and stretch distance. Back off in small increments, stepping down in about a dozen steps to zero tension, recording each step.
- Correct the stretch distances for any deflection of your force scale.
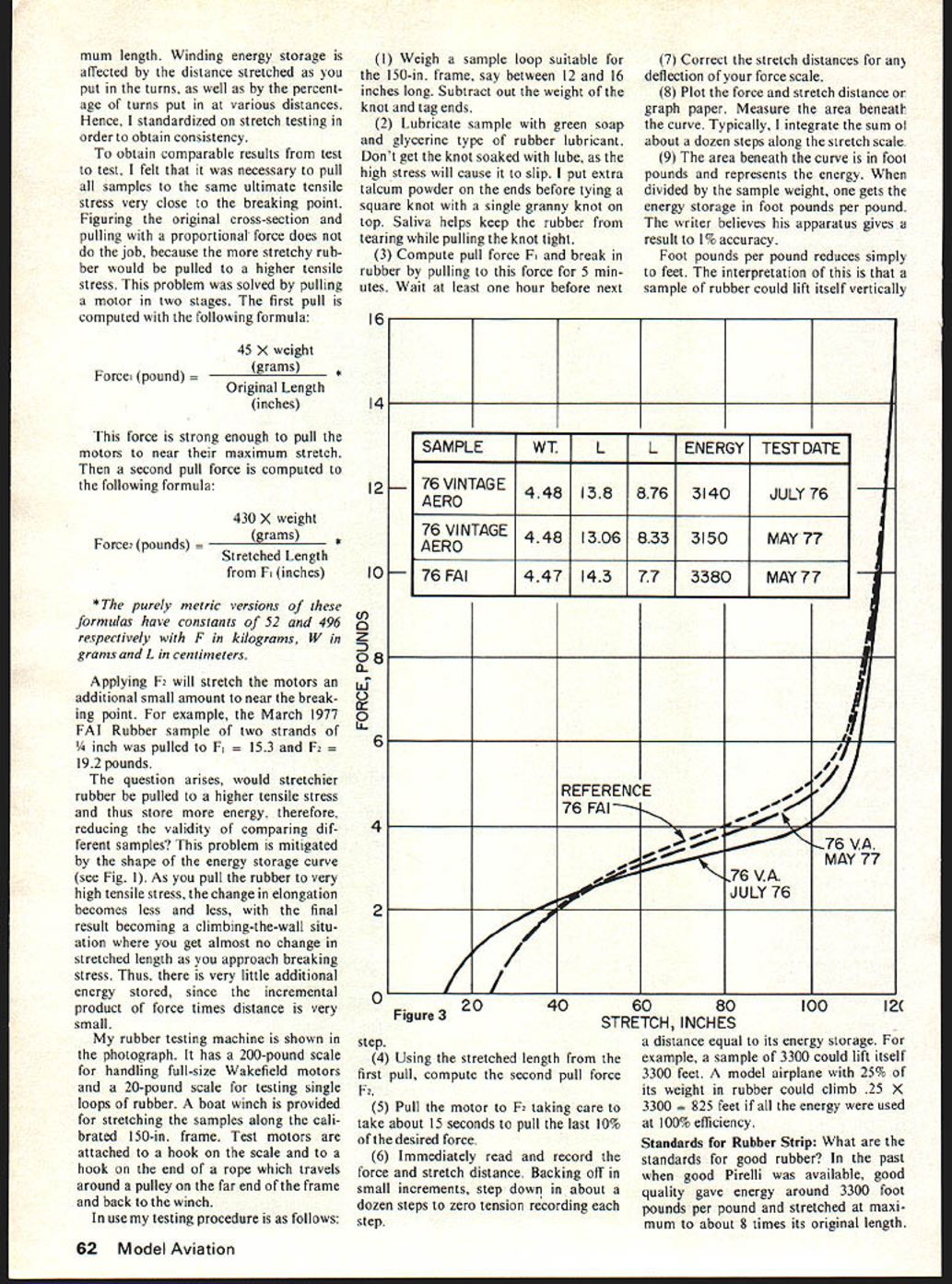
- Plot force vs. stretch distance on graph paper. Measure the area beneath the curve (integrate the sum of about a dozen steps along the stretch scale).
- The area beneath the curve is in foot-pounds and represents the energy. When divided by the sample weight, you get energy storage in foot-pounds per pound. The writer believes his apparatus gives results to about 1% accuracy.
Interpretation: foot-pounds per pound reduces simply to feet. A sample with a value of 3,300 could lift itself vertically 3,300 feet. A model airplane with 25% of its weight in rubber could climb 0.25 × 3,300 = 825 feet if all the energy were used at 100% efficiency.
Standards for Rubber Strip
What are the standards for good rubber? When good Pirelli was available, good quality gave energy around 3,300 foot-pounds per pound and stretched at maximum to about 8 times its original length.
Rubber below 3,000 ft·lb/lb was considered definitely below par. Rubber which stretched to less than about 7.3 times its original length was looked upon with suspicion as old or over-cured. Rubber that stretched over 8.2 times is thought to be soft and probably under-vulcanized.
Rubber which is below par in energy storage typically has a power curve like the two lower curves in Fig. 1. This shape can give trouble in use because a sharp spike of power is not utilized effectively. The model tends to be over-rotated after the first few seconds because torque falls faster than the airplane can respond. This is especially noticeable in ground turbulence and steep climbs where the model can stall or be upset. Rubber which is too soft, but with good energy storage (see Fig. 3 lower curve), can also give an initial poor-climb characteristic.
Excellent quality rubber became available again due to the perseverance of Ed Dolby, who worked with a manufacturer over a protracted period to produce batches meeting model fliers' specifications. After several iterations a recipe was developed that, when tested by model builders, gave good results. Once the manufacturer understood how to correlate production with good performance in model airplanes, he optimized the recipe to produce a strip of consistent high quality.
In mid-1978 Pirelli again entered the picture. After a five-year lapse, they produced a "Special Pirelli for Model Fliers" compounded without carbon black. It is yellow-brown and almost translucent, with the ribbed texture of the old-fashioned product. This new rubber gives higher energy storage than any rubber encountered by the author—storage runs above 3,700 foot-pounds per pound at 75°F. In addition to FAI and the new Pirelli, other sources (Sig, Vintage Aero, etc.) are offering rubber reported to give very good results.
Aging Effects
Rubber is a polymer. Aging involves continuing reactions after manufacture—often continued vulcanization or chain-lengthening and increased crosslinking—which generally lead to toughening. Aging beyond optimum condition results in chain scission (decomposition), producing shorter chains combined with excessive crosslinking; the product becomes increasingly brittle. The balance of chain lengthening, chain decomposition and crosslinking can vary widely.
Generally, good quality rubber will slowly lose its ability to stretch while more slowly losing energy storage capability. Rubber becomes tougher with age and eventually brittle. Brittle rubber tears at knots and slight imperfections and is inclined to "explode," breaking all strands in a skein as it is wound.
Fig. 3 gives an example of an under-vulcanized rubber which became tougher with a year of age. Its power curve initially had the sharp peak torque characteristic (undesirable as described above). Age helped the shape of the power curve while slightly lowering energy storage. Occasionally a rubber will increase its energy storage with age, but this is uncommon and usually associated with becoming dangerously brittle.
Note in Table A the generally declining elongation with age of the 1968 and 1972 Pirelli. By 1975 the 1965, 1966, 1967, 1969 and 1970 Pirelli batches were too brittle to use, although the 1968 was useable but dangerous. By 1976 the 1972 Pirelli had become dangerously brittle although its energy remained excellent; its elongation declined from 8.2 initially to 7.3.
A second article will appear next month on handling the new generation rubber. In addition to conventional topics—making up skeins, breaking them in and winding to maximum turns—two additional topics will be covered: the effect of temperature on energy storage and the effect of holding a fully wound motor on energy storage.
Transcribed from original scans by AI. Minor OCR errors may remain.

