
What You Should Know About Balsa
BALSA.... how different our beloved hobby-sport would be without it! Can you imagine cutting wing ribs from pine?
We tend to think of balsa and model aircraft as natural companions. But it wasn't always that way. In sport model aviation's earliest days—around 1910—balsa was not used. Models were built of pine, spruce, cane, and bamboo, and were covered with varnished silk and even thin leather. By 1923, about half of the structure of a typical contest model had become balsa. As late as the mid-thirties, rounded wing tips and tail surfaces were made of bamboo as often as balsa, but by then balsa had become the predominant modeling structural material.
Balsa's dominance in model aircraft structures is not surprising; it has the lowest density of any commercial structural wood in the world. But, it might surprise you to know that balsa is classified by botanists and the lumbering industry as a hardwood! The botanical classification of woods as either hardwoods or softwoods had nothing to do with the actual hardness or softness of the wood. Technically, hardwoods have their seeds enclosed, as the acorn of the oak, whereas softwoods—the cone-bearing trees, for example—have their seeds exposed. Roughly speaking, evergreens are softwoods, and deciduous trees—those that lose their leaves in the Fall—are hardwoods. The cellular structures of the two kinds of woods are quite different. Softwoods are non-porous; all of their cells are short tubes with closed ends. Hardwoods are porous; many of their cells are long and open-ended.
Balsa ranges from Bolivia to Mexico, and a few trees have been reported as far north as the southern coast of Florida. But, balsa attains its best state of development principally in Ecuador, Colombia, and northern Peru. Given plenty of sun, rain and elbow room, in well-drained bottom land close to rivers, and not too high an altitude, the balsa tree attains a height of 50 to 60 feet, and a diameter of 24 to 30 in. in six years, which is about its best age for cutting. The tree branches toward the top, and it is only the section below the branches that is of commercial value. Under poor conditions, the tree grows more slowly and has too high a density to be of commercial value. Some balsa has been grown on plantations, but the bulk of commercial balsa occurs spontaneously as a second-growth tree.
Trees are felled, stripped of their bark, and hauled to the nearest stream bank by animal power. There they are tied into rafts preparatory to their downstream journey to the mills, which might take days or weeks.
At the mills, the rafts are disassembled, and the logs are sawed into boards while sopping wet. The boards are then stacked in such a way as to permit air circulation, and placed in kilns. There, according to a rigid schedule of temperature and humidity, the wood is dried, over a period of several days, to a moisture content of about 7%. Air drying is cheaper, but less successful. After sorting, grading, and some additional cutting, the wood—which has now become "lumber"—is bundled and shipped.
Rays, Rings, and Things
When we look at the end of a log, say, pine or redwood, we see more-or-less concentric rings, consisting of alternate layers of hard and soft wood. Under most conditions a pair of such rings represent a year's growth, so they are properly referred to as annual growth rings or simply annual rings. Somehow, in the literature of our hobby, this often becomes distorted to annular rings. A ring would have a tough time being anything other than annular, since annular means "ring-like."
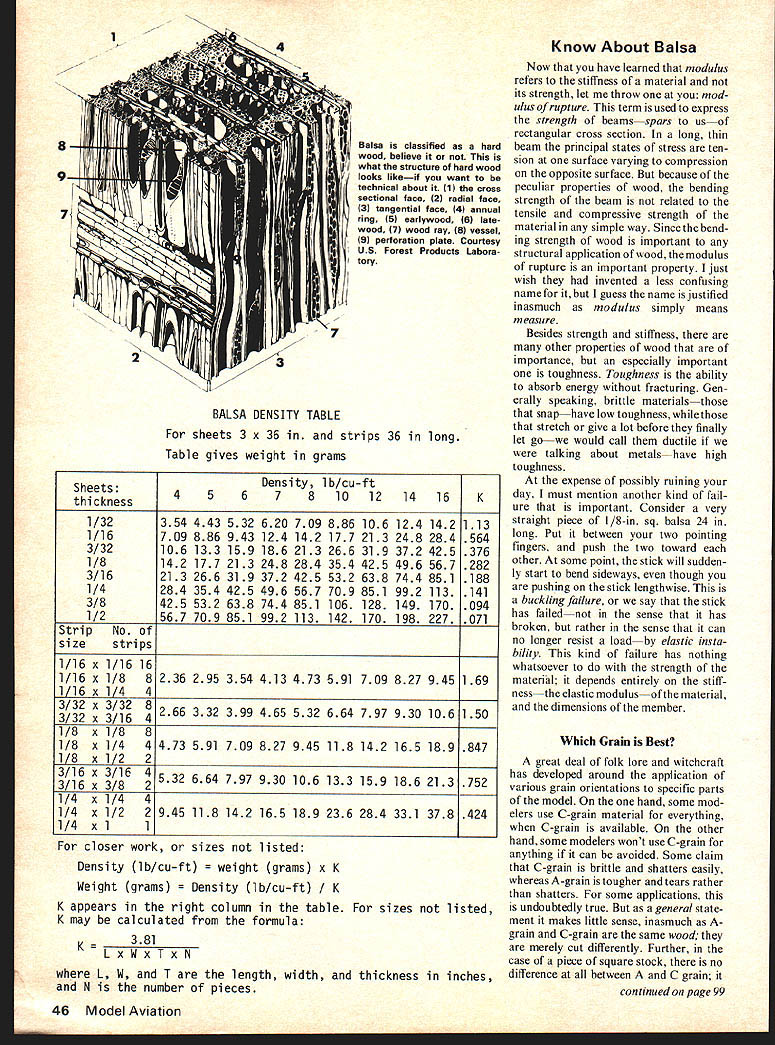
In some species, and in balsa particularly, we also see lines that radiate from the center of the log. These lines are actually rows of renegade cells that grow outward from the center of the tree, rather than in the direction of the length of the tree, as nice little cells should. All cells in wood are strong and stiff in their lengthwise direction, and weak and flimsy in their lateral direction, so these somewhat abnormal radially-oriented sheets of cells—or medullary rays, as the botanists would have it—play an important part in the properties of balsa, and also account for some of the folklore and mythology associated with balsa. The terms annular rings and medullary rays may seem verbose; we'll just call them rings and rays.
The rings dominate the appearance of the cross section of most woods, and the rays are often scarcely visible. In balsa, however, the rays dominate the appearance. The rings appear as mere slight discolorations, not as regions of hard and soft wood. If indeed there are any truly annual rings in balsa, they must be spaced an inch or two apart to account for the rate of growth. The dominance of the appearance of the rays in balsa, rather than the rings as in most woods, has apparently caused considerable confusion in labeling wood according to grain orientation.
In addition to many facts about our favorite wood, this article describes various cuts and grains and how they are selected for different parts of models.
Bob Meuser
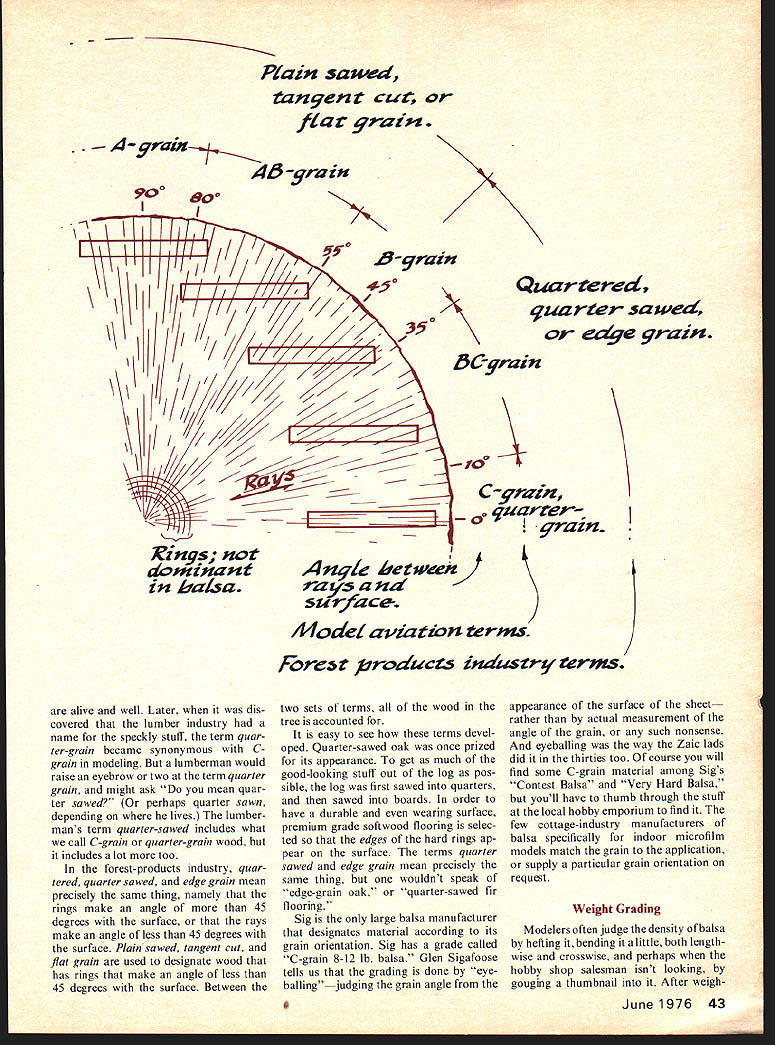
Balsa Grain, From A to C.
In model aviation, we use a letter to designate the angle between the rays and the surface of the sheet. The rays of A-grain wood are perpendicular to the surface, or within about 10 degrees of that. In C-grain wood, or quarter-grain wood as it is often called, the rays are parallel to the surface, or make an angle of no more than 10 degrees with the surface. C-grain is easily identified by almost iridescent specks or streaks, which are the exposed rays. B-grain, as you might have guessed, is half way between the two; the rays make an angle of roughly 35 to 55 degrees with the surface.
The region between A-grain and B-grain, according to the folk-jargon of the hobby, is often called A-B grain; that between B-grain and C-grain is called B-C grain. But these designations are not precisely defined. In fact, if the sheet is cut close to the center of the tree, it is possible to have C-grain on one edge and A-grain on the other.
According to Frank Zabe, the ABC-grain designations were originated in the early thirties by his brother John. John found that the speckly stuff, which he called C-grain, could be sliced into ribs for indoor models that would not be too fragile. Prior to the discovery, ribs were steamed to shape from straight sticks. Having no knowledge of the proper lumbering industry terms, John invented the terms for the hobby. John got balsa for his friends in the New York Aeronautics Club, and later went commercial under the name Jasco, for Junior Aeronautic Supplies Company. Frank took over the business when John went to Europe in 1932. Both Frank and Jasco, we are happy to report, are alive and well. Later, when it was discovered that the lumber industry had a name for the speckly stuff, the term quarter-grain became synonymous with C-grain in modeling. But a lumberman would raise an eyebrow or two at the term quarter grain, and might ask "Do you mean quarter-sawed?" (Or perhaps quarter sawn, depending on where he lives). The lumberman's term quarter-sawed includes what we call C-grain or quarter-grain wood, but it includes a lot more too.
In the forest-products industry, quarter-sawed, quarter sawn, and edge grain mean precisely the same thing, namely that the rings make an angle of more than 45 degrees with the surface, or that the rays make an angle of less than 45 degrees with the surface. Plain sawn, tangent cut, and flat grain are used to designate wood that has rings that make an angle of less than 45 degrees with the surface. Between the two sets of terms, all of the wood in the tree is accounted for.
It is easy to see how these terms developed. Quarter-sawed oak was once prized for its appearance. To get as much of the good-looking stuff out of the log as possible the log was first sawed into quarters, and then sawed into boards. In order to have a durable and even wearing surface, premium grade softwood flooring is selected so that the edges of the hard rings appear on the surface. The terms quarter sawned and edge grain mean precisely the same thing, but one wouldn't speak of "edge-grain oak," or "quarter-sawed fir flooring."
Sig is the only large balsa manufacturer that designates material according to its grain orientation. Sig has a grade called "C-grain 8-12 lb. balsa." Glen Sigafoos tells us that the grading is done by "eyeballing" — judging the grain angle from the appearance of the surface of the sheet — rather than by actual measurement of the angle of the grain, or any such nonsense. And eyeballing was the way the Zac lads did it in the thirties too. Of course you will find some C-grain material among Sig's "Contest Balsa" and "Very Hard Balsa," but you'll have to thumb through the stuff at the local hobby counter to find it. The few cottage-industry manufacturers of balsas specifically for indoor micromodels match the grain to the application, or supply a particular grain orientation on request.
Weight Grading
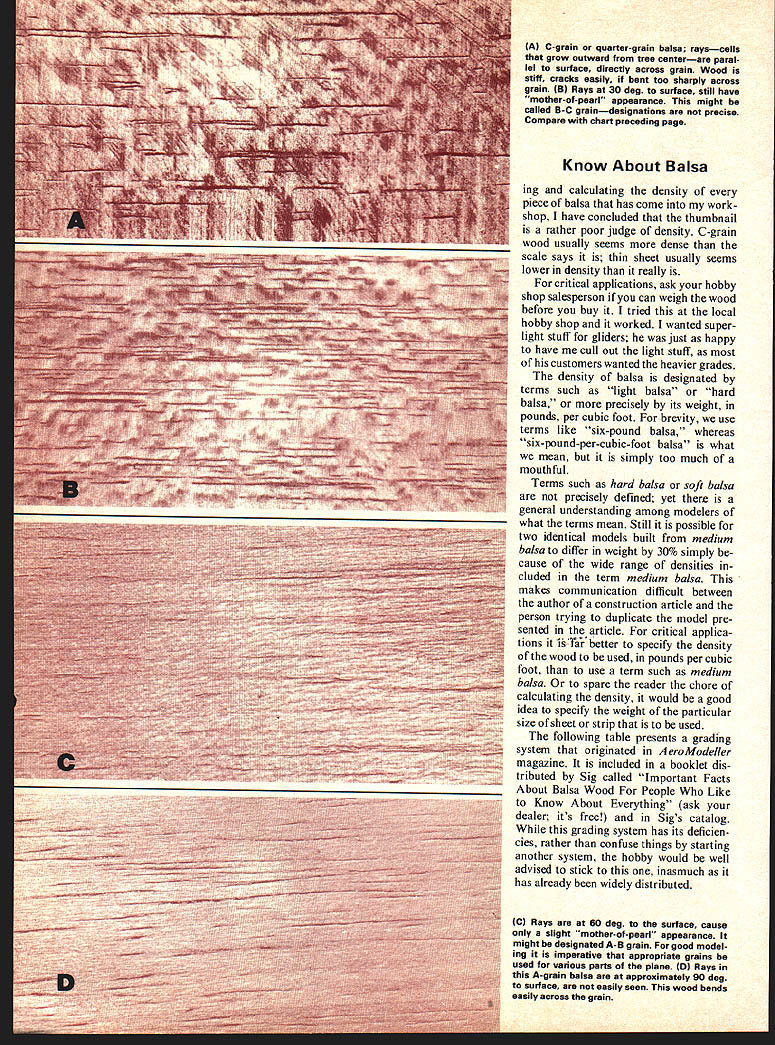
Modelers often judge the density of balsa by hefting it, bending it a little, both lengthwise and crosswise, and perhaps when the hobby shop salesman isn't looking, by gouging a thumbnail into it. After weigh- ing and calculating the density of every piece of balsa that has come into my workshop, I have concluded that the thumbnail is a rather poor judge of density. C‑grain wood usually seems more dense than the scale says it is; thin sheet usually seems lower in density than it really is.
For critical applications, ask your hobby shop salesperson if you can weigh the wood before you buy it. I tried this at the local hobby shop and it worked. I wanted super-light stuff for gliders; he was just as happy to have me cull out the light stuff, as most of his customers wanted the heavier grades.
The density of balsa is designated by terms such as "light balsa" or "hard balsa," or more precisely by its weight, in pounds, per cubic foot. For brevity, we use terms like "six‑pound balsa," whereas "six‑pound‑per‑cubic‑foot balsa" is what we mean, but it is simply too much of a mouthful.
Terms such as hard balsa or soft balsa are not precisely defined; yet there is a general understanding among modelers of what the terms mean. Still it is possible for two identical models built from medium balsa to differ in weight by 30% simply because of the wide range of densities included in the term medium balsa. This makes communication difficult between the author of a construction article and the person trying to duplicate the model presented in the article. For critical applications it is far better to specify the density of the wood to be used, in pounds per cubic foot, than to use a term such as medium balsa. Or to spare the reader the chore of calculating the density, it would be a good idea to specify the weight of the particular size of sheet or strip that is to be used.
The following table presents a grading system that originated in AeroModeller magazine. It is included in a booklet distributed by Sig called "Important Facts About Balsa Wood For People Who Like to Know About Everything" (ask your dealer; it's free!) and in Sig's catalog. While this grading system has its deficiencies, rather than confuse things by starting another system, the hobby would be well advised to stick to this one, inasmuch as it has already been widely distributed. Many modelers weigh every piece of balsa that comes into their workshops, and mark the weight on the piece. Some also calculate the density, in pounds per cu. ft., and mark that on the piece too. There is probably little point in doing that, however, unless there is a probability that the wood will be cut into strips, or sanded to a different thickness.
Many tables and graphs have appeared in various magazines for converting from weight to density. The simplest is the kind presented here. Simply go across the line for the size of wood you have, go down the column for the weight of the piece, and read the density. In-between values can be determined well enough by estimation. For closer work, or for sizes not listed, an inexpensive four-function pocket calculator will make quick work of it. It is simply a matter of multiplying the weight in grams by the value of K for the particular size of wood, listed in the last column of the table. Or if you know the density you want, divide that by K to get the weight to look for. For weight-grading a stack of wood all of the same size, use the calculator in the "constant" mode. For sizes not listed, the value of K can be calculated from the formula given at the bottom of the table.
Stress, Strength, and Such
The cell walls of all woods are made of roughly the same stuff. In balsa the cells are relatively large and thin walled, which accounts for its low density. It is not surprising, then, that as the density of balsa increases, its mechanical properties approach those of the lighter structural softwoods: spruce, pine, and fir. In some woods, the cells are partially filled with resins and other materials that add weight but contribute little to the strength; such materials are absent in balsa.
But to infer that the strength, stiffness, and other mechanical properties vary in exact proportion to its density would be a mistake; the mechanical properties of high-density balsas are generally superior, in relation to its weight, to those of lighter wood.
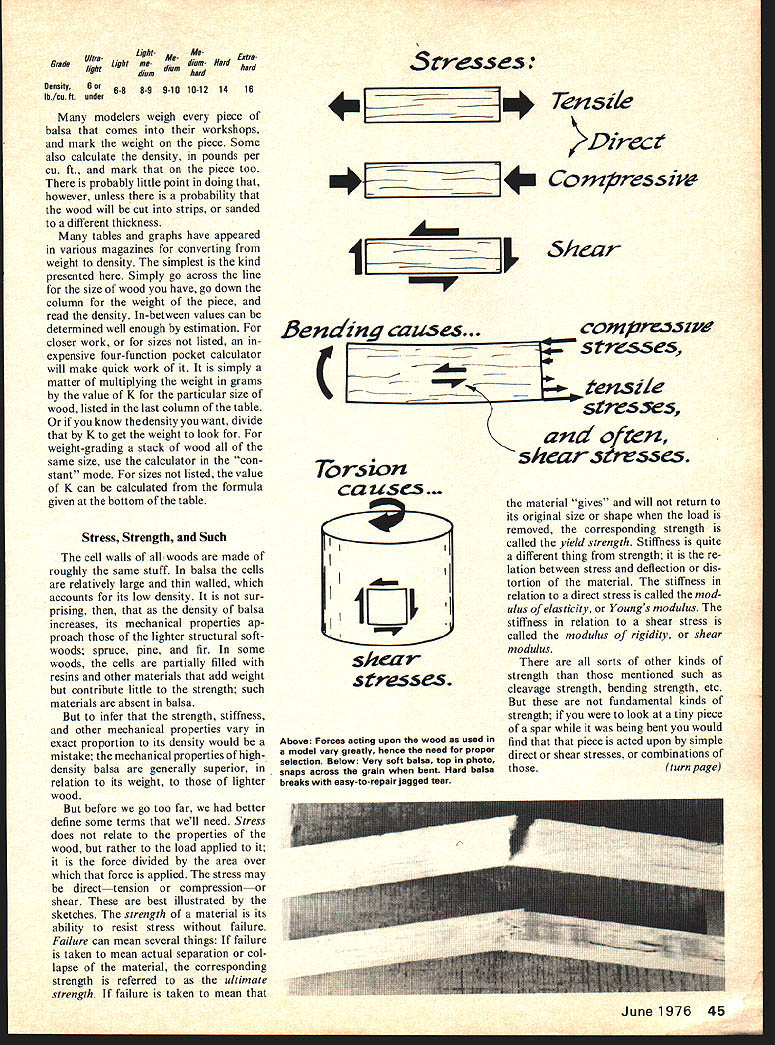
But before we go too far, we had better define some terms that we'll need. Stress does not relate to the properties of the wood, but rather to the load applied to it; it is the force divided by the area over which that force is applied. The stress may be direct—tension or compression—or shear. These are best illustrated by the sketches. The strength of a material is its ability to resist stress without failure. Failure can mean several things: If failure is taken to mean actual separation or collapse of the material, the corresponding strength is referred to as the ultimate strength. If failure is taken to mean that the material "gives" and will not return to its original size or shape when the load is removed, the corresponding strength is called the yield strength. Stiffness is quite a different thing from strength; it is the relation between stress and deflection or distortion of the material. The stiffness in relation to a direct stress is called the modulus of elasticity, or Young's modulus. The stiffness in relation to the shear stress is called the modulus of rigidity, or shear modulus.
Stresses: Tensile (Direct), Compressive, Shear.
Bending causes compressive stresses, tensile stresses, and often, shear stresses.
Torsion causes shear stresses.
There are all sorts of other kinds of strength than those mentioned such as cleavage strength, bending strength, etc. But these are not fundamental kinds of strength; if you were to look at a tiny piece of a spar while it was being bent you would find that that piece is acted upon by simple direct or shear stresses, or combinations of those.
Above: Forces acting upon the wood as used in a model vary greatly, hence the need for proper selection. Below: Very soft balsa, top in photo, snaps across the grain when bent. Hard balsa breaks with easy-to-repair jagged tear.
Know About Balsa
Now that you have learned that modulus refers to the stiffness of a material and not its strength, let me throw one at you: modulus of rupture. This term is used to express the strength of beams—spars to us—of rectangular cross section. In a long, thin beam the principal states of stress are tension at one surface varying to compression on the opposite surface. But because of the peculiar properties of wood, the bending strength of the beam is not related to the tensile and compressive strength of the material in any simple way. Since the bending strength of wood is important to any structural application of wood, modulus of rupture is an important property. I just wish they had invented a less confusing name for it, but I guess the name is justified inasmuch as modulus simply means measure.
Besides strength and stiffness, there are many other properties of wood that are of importance, but an especially important one is toughness. Toughness is the ability to absorb energy without fracturing. Generally speaking, brittle materials—those that snap—have low toughness, while those that stretch or give a lot before they finally let go—we would call them ductile if we were talking about metals—have high toughness.
At the expense of possibly ruining your day, I must mention another kind of failure that is important. Consider a very straight piece of 1/8-in. sq. balsa 24 in. long. Put it between your two pointing fingers, and push the two toward each other. At one point, the stick will suddenly start to bend sideways, even though you are pushing on the stick lengthwise. This is a buckling failure, or we say that the stick has failed—not in the sense that it has broken, but rather in the sense that it can no longer resist a load—by elastic instability. This kind of failure has nothing whatsoever to do with the strength of the material; it depends entirely on the stiffness—the elastic modulus—of the material, and the dimensions of the member.
BALSA DENSITY TABLE
For sheets 3 x 36 in. and strips 36 in. long. Table gives weight in grams
Sheets: thickness Density, lb/cu-ft 4 5 6 7 8 10 12 14 16 K 1/32 3.54 4.43 5.32 6.20 7.09 8.86 10.6 12.4 14.2 1.13 1/16 7.09 8.86 9.43 12.4 14.2 17.2 21.7 23.4 28.4 0.564 3/32 10.6 13.3 15.9 18.6 21.3 26.6 31.9 37.2 42.5 0.376 1/8 14.2 17.7 21.3 24.8 28.4 35.4 42.5 49.6 56.7 0.282 3/16 21.3 26.6 31.9 37.2 42.5 53.2 63.8 74.4 85.1 0.188 1/4 28.4 35.4 42.5 49.6 56.7 70.9 85.1 99.2 113. 0.141 3/8 42.5 53.2 63.8 74.4 85.1 106. 128. 149. 170. 0.094 1/2 56.7 70.9 85.1 99.2 113. 142. 170. 198. 227. 0.071
Strip size No. of strips Density (lb/cu-ft) 1/16 x 1/16 16 1/16 x 1/8 8 2.36 2.95 3.54 4.13 4.73 5.91 7.09 8.27 9.45 1.69 1/16 x 1/4 4 3/32 x 3/32 8 2.66 3.32 3.99 4.65 5.32 6.64 7.97 9.30 10.6 1.50 1/8 x 1/8 8 1/8 x 1/4 4 4.73 5.91 7.09 8.27 9.45 11.8 14.2 16.5 18.9 0.847 1/8 x 1/2 2 3/16 x 1/16 48 4.52 6.64 7.97 9.30 10.6 13.3 15.9 18.6 21.3 0.752 3/16 x 3/8 2 1/4 x 1/4 2 9.45 11.8 14.2 16.5 18.9 23.6 28.4 33.1 37.8 0.424 1/4 x 1/2 1
For closer work, or sizes not listed:
Density (lb/cu-ft) = weight (grams) x K
Weight (grams) = Density (lb/cu-ft) x K
K appears in the right column in the table. For sizes not listed, K may be calculated from the formula:
K = 3.81 / (L x W x T x N)
where L, W, and T are the length, width, and thickness in inches, and N is the number of pieces.
Which Grain is Best?
A great deal of folk lore and witchcraft has developed around the application of various grain orientations to specific parts of the model. On the one hand, some modelers use C-grain material for everything, when C-grain is available. On the other hand, some modelers won't use C-grain for anything if it can be avoided. Some claim that C-grain is brittle and shatters easily, whereas A-grain is tougher and tears rather than shatters. For some applications, this is undoubtedly true. But as a general statement it makes little sense, inasmuch as A-grain and C-grain are the same wood; they are merely cut differently. Further, in the case of a piece of square stock, there is no difference at all between A and C grain; it
Know About Balsa/Meuser
continued from page 46
just depends upon which surface you look at.
But, insofar as bending across the grain is concerned, there can be no question. C- grain is stiffer than A-grain. If one is roll- ing a sheet of balsa into a tube—the tail- boom for a Nordic glider, perhaps—then A-grain is the stuff to use if you want to be sure it won't split while it is being rolled. But, if the goal is maximum stiffness against lateral crushing after it is made, then C-grain is the stuff.
This is not difficult to understand if you consider the basic structure of the wood, and the stresses acting on it when one at- tempts to bend it. The cells of the wood, which are in the form of tiny thin-walled tubes, are strong and stiff in their longitu- dinal direction, but like any tube, they are weak in their lateral direction. When we bend a sheet cross-wise, the wood inside of the bend is subjected to compressive stress- es that are oriented across the grain, while the wood on the outside of the curve is acted upon by tensile stresses directed across the grain. In A-grain material, there are no cells oriented in the same direction as the stresses; bending the sheet simply causes the round cell tubes to distort into ellipses. In C-grain material, some of the cells—those that make up the rays—are oriented in the direction of the stresses; these are the direction in which they are strong and stiff.
Rolled balsa tubes find application in many phases of free-flight modeling, both Indoor and Outdoor: motor sticks and tail- booms for rubber-powered duration models, tailbooms for towline gliders and power models. C-grain wood results in a tube that has great resistance to cross-wise crushing, and that in turn gives it greater resistance to collapse under the tension and torque of a fully wound rubber motor. But, the wood is more likely to split when it is rolled into a tube in the first place. Indoor modelers soak the wood in water, then roll it along with a piece of tissue paper around a man- drel. This tends to keep the wood under
compression in the cross-wise direction as it is being rolled, and inhibits splitting. Using this technique, they are able to roll .020-thick C-grain wood around a 1/4 in. form. Scale that up and try to roll a 1/16 C-grain sheet around a 3/4-in. mandrel and you are likely to be disappointed. The best course when treading unknown ground is to try rolling a short section with the material you would like to use. If it splits, you'll simply have to use material that is closer to A-grain.
For the side sheets of sheet-covered fuse- lages, C-grain wood is stiff and won't dimple inward under the tension of doped tissue covering as readily as A-grain, and this can be important to the appearance of a lightweight scale model. But it is more likely to split when the model is squeezed, as in hand launching a FF gas model. For covering leading-edge portions of wings, C-grain is the logical choice, provided the curvature isn't so great that the wood cracks when it is curved into shape.
For the thin, wide trailing edges of a highly undercambered wing, such as that of a Nordic towline glider, C-grain is the logical choice. C-grain wood withstands the cross-wise bending forces due to the tension of the covering better than A-grain: that is to say, it warps less.
For wings and tails of hand-launch gliders, particularly those of indoor models using very light wood, C-grain warps less across the grain than A-grain. In a glider, you certainly don't want undercamber to appear in the stabilizer simply because you put a little more dope on the bottom than on the top. But, C-grain cracks more easily when the surfaces must be bent in the proc- ess of adjusting the model. Some builders prefer to use AB-grain wood for wings rather than pure C-grain. A meticulous builder might orient the sheet so that there is pure C-grain near the leading edge and BC-grain wood toward the trailing edge where the adjustments are made.
For the ribs of indoor microfilm models, which are sliced by progressively moving the template across the sheet after each cut, C-grain is the only choice. For wing spars and tips, opinions vary. The spars
are usually set on edge, that is, with the wide dimension oriented vertically, and they are sliced from sheet having a thick- ness equal to the spar dimension. Some modelers claim that spars made from C- grain wood tend to curl when the wood is cut, and also tend to warp more after the wing is constructed. Others say the grain orientation makes no difference. It is probably best to play safe and use A-grain wood for spars if it is available.
Consider the spar in a simple single-spar wing. The spar is set on edge, with the wide dimension vertical. Some modelers will swear that a C-grain spar in such an application is stronger and stiffer than an A-grain spar, but that it is also more brittle; that is, it tends to fracture across the grain rather than fracturing as a jagged tear. This is pure nonsense. When the spar bends, the material in the spar is subjected to lengthwise tension and compression stresses. Regardless of the grain orientation, the rays are at 90 degrees to the stresses, so the grain orientation simply makes no difference. This is not simply "theory": I've cut sets of spars, both A-grain and C-grain, from the same plank, checked carefully to make sure that the dimensions and densities were identical, and tested them. There was no significant difference in the stiffness, strength, or in the appearance of the fracture.
Thin and Hard, or Thick and Soft?
A rib made from 1/16 material having a density of 12 lb./cu. ft. weighs the same as one made from 1/8 material having a density of 6 lb./cu. ft. Which is best? There are many factors that affect such a choice. The goal, of course, is to get the greatest strength and durability with the least weight, regardless of whether the model is an indoor microfilm plane or an RC pattern machine. And there are other factors that affect the choice too.
For most modeling applications, very light wood — that below 5 lb./cu. ft. — is a bummer. It has low toughness relative to its weight, and tends to snap or shatter straight across the cells, whereas the break of higher-density wood takes the form of a ragged tear. Further, the strength of very light wood is highly variable, whereas the strength of heavier wood is more predictable. Very light wood is especially subject to compression failures caused by the wind when the tree was standing, or perhaps caused when the tree was felled. These appear as lines across the grain, but they are often almost invisible.
But very light wood is indispensable in some applications: the wing of an indoor hand-launch glider, for example. If the wood is half as dense, it can be twice as thick. And if it is twice as thick its bending strength would be twice as great, provided the wood had the same strength-to-weight ratio. So the thick wing will be stronger despite the lower strength-to-weight ratio of the softer wood. The thicker wing can have a better airfoil section too.
The same reasoning applies to trailing edges. Lighter material permits the piece to be wider and thicker, and hence stronger.
But the soft material is more subject to dents and nicks, so for reasonable durability an edging strip of hard balsa or spruce is often used. There seems to be a trend in Nordic glider design to use very hard balsa for trailing edges, and to back that with a strip of spruce. To keep the weight of such trailing edges within reason it must be rather narrow. This in turn makes life difficult for the ribs. Only time will tell whether this is a trend or a fad.
How about ribs? The lighter-the-thicker-the-stronger argument applies to sideways bending of the rib. But sideways bending strength is not usually important to the survival of a rib, as adequate strength is provided by the wing covering, provided one takes the trouble to dope the covering to the rib. So harder material is the logical choice, except that when the material is too hard it is difficult to cut.
For simple rectangular spars, harder wood is the logical choice. For spars of the cap-strip-and-web variety, where the strips are flush with the top and bottom surfaces and act as the flanges of an I-beam, the use of hard material is especially important. The strength depends on the distance between the centers of the strips, and thin strips of hard material will be farther apart. It is not surprising, then, for Nordic gliders where the airfoil sections are thin, yet the wings must withstand the punishment of zoom launches and still be light, that spruce spars are usually used.
For parts subject to localized impact—leading edges, for example—there is little question but that small cross sections of dense material result in a more durable structure. Hard balsa simply has greater energy absorbing capability for its weight—more bounce to the ounce—than soft balsa. For light free-flight models, though, one sometimes wants a large piece of lumber in front in order to get the desired airfoil section. A popular solution—but one that requires a bit of work—is to use a laminated leading edge; spruce backed up by soft balsa. Veteran free-flighter Charlie Scott recently built a Nordic glider using bamboo for the wing-tip outline, similar to the way models were frequently built in the twenties and thirties, and he reports that his wings survive encounters with concrete runways better than those of more modern construction.
To be avoided, if appearance is a factor, are joints where hard and soft woods come together. If hard ribs and a soft trailing edge are used, for example, it might be difficult to sand the ribs flush. The tendency is to undercut the soft trailing edge, and an unsightly covering job is the result. Also, if soft materials are used, one is better off using ordinary cellulose "model airplane cement" than the stronger and harder glues such as aliphatic resins. Even with careful block sanding it is difficult to sand a hard glue joint flush.
For indoor microfilm models, very light wood must be used. On a wire-braced wing, the spars are under compression and are subject to buckling failure. Light wood permits the use of a relatively large cross section, and this gives greater resistance to buckling even though the stiffness (Young's modulus, remember? — of the material, for its weight, is a bit lower for soft material. Needless to say, the selection of wood for indoor models is a fine art. And by the time balsa is cut into sheets only a few thousandths thick, the price is up to almost $1,000,000 per thousand board feet! (No kidding; a piece .008 x 1-3/16 x 18 goes for close to $1.00 nowadays.)
Sal Talbi's original Starduster 900, built of 8 lb./cu.-ft. wood, survived continuous years of vigorous competition, but one built of 6 lb./cu.-ft. material by another modeler barely made it through one season. The comparison is not completely valid, because the two models did not weigh the same. Nevertheless, it seems clear that except for very specialized applications—hand-launch glider wings, planked or sheet covered surfaces, and models that must be extremely light—the harder grades of balsa are the best choice provided that the thicknesses are reduced to avoid excessive weight. Even in competition free flight, where weight is all-important, there seems to be a trend in that direction.
I wish to thank Glen Sigafoose, Sigma Manufacturing Co.; Sal Talbi, Competition Models; Frank Zaic, Model Aeronautic Publications and Jasco; Peter Montagary, Solarbo Ltd.; Gerald Skrjanc, Micro-X Indoor Model Supplies; Norman Boyer, Boleckas Division of the Baltec Corp.; and the others whom I pestered, for the help and information they supplied.
In addition to the Sig booklet mentioned in the article, we suggest the following book for further reading: Balsa Wood and Its Properties, by John F. Dreisbach, published by Columbia Graphs, Columbia, CT 06237. It is out of print, but your library might have it or be able to get it for you.
Transcribed from original scans by AI. Minor OCR errors may remain.

